TC-ZGTеһӢиҮӘеҠЁз”ҹдә§еҠ е·ҘдёҺи°ғиҜ•е®һи®ӯиЈ…зҪ®
дёҖгҖҒзі»з»ҹжҰӮиҝ°
1пјҺ1 з®Җд»Ӣ
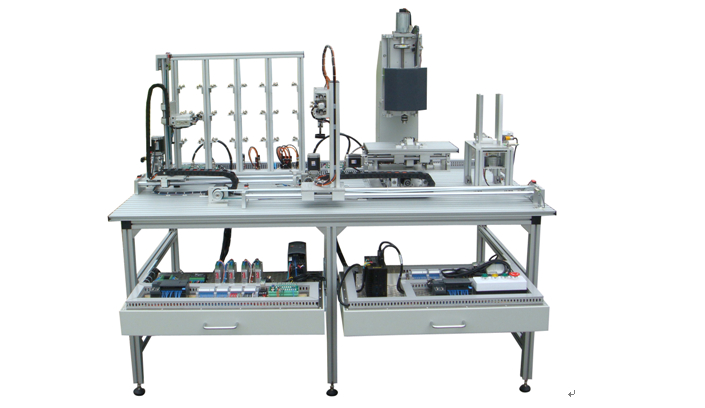
TC-ZGTеһӢиҮӘеҠЁз”ҹдә§еҠ е·ҘдёҺи°ғиҜ•е®һи®ӯиЈ…зҪ®жҳҜдёҖж¬ҫз»јеҗҲжҖ§зҡ„е®һйӘҢеҸ°пјҢж—ЁеңЁдёәеӯҰз”ҹжҸҗдҫӣдёҖдёӘз»јеҗҲзҡ„е®һи·өзҺҜеўғгҖӮиҝҷжҳҜеӣ дёәеңЁе·ҘеҺӮзҡ„жүҖжңүи®ҫеӨҮйғҪдёҚжҳҜиғҪз”ЁдёҖз§ҚжҠҖжңҜе°ұиғҪжҺҢжҸЎзҡ„пјҢе®ғ们йғҪеҢ…еҗ«дәҶеӨҡз§ҚжҠҖжңҜгҖӮиҝҷеҘ—е®һйӘҢи®ҫеӨҮе°ұеғҸе·ҘеҺӮзҡ„дёҖдёӘиҮӘеҠЁеҢ–жңәеҷЁпјҢдҪҝз”ЁдәҶеҸҜзј–зЁӢжҺ§еҲ¶еҷЁгҖҒз”өжңәй©ұеҠЁжҺ§еҲ¶еҚЎгҖҒеӨҡз§Қдј ж„ҹеҷЁгҖҒж°”еҠЁе…ғ件гҖҒеҗ„з§Қй©ұеҠЁдёҺжҺ§еҲ¶з”өжңәзӯүзӯүгҖӮеӣ жӯӨеңЁиҜҘзі»з»ҹдёҠеӯҰз”ҹдёҚд»…иғҪеӯҰд№ PLCжҠҖжңҜгҖҒдј ж„ҹеҷЁжҠҖжңҜгҖҒз”өжңәй©ұеҠЁжҠҖжңҜд»ҘеҸҠеҗ„з§ҚзҪ‘з»ңе’ҢжҺ§еҲ¶жҠҖжңҜпјҢиҖҢдё”иғҪе°ҶжүҖеӯҰзҡ„еҗ„з§ҚжҠҖжңҜеҠ д»Ҙз»јеҗҲиҝҗз”ЁгҖӮиҜҘе®һйӘҢиЈ…зҪ®пјҢдёҖеҸҜдёҺеҺҹжңүе®һйӘҢиЈ…зҪ®еҪўжҲҗдә’иЎҘпјҢдәҢеҸҜдҪҝжҲ‘们зҡ„е®һйӘҢиЈ…зҪ®еҪўжҲҗжўҜеәҰе’Ң规模еҗҺжӣҙе®№жҳ“иҝӣиЎҢеҗ„зұ»зҡ„еҹ№и®ӯгҖӮ
1пјҺ2 зі»з»ҹз»„жҲҗдёҺжҺ§еҲ¶ж–№жЎҲ
иҮӘеҠЁз”ҹдә§еҠ е·ҘдёҺи°ғиҜ•е®һи®ӯиЈ…зҪ®йҮҮз”Ёе·Ҙдёҡй“қеһӢжқҗжҗӯе»әиҖҢжҲҗзҡ„е®һи®ӯжЎҢйқў1980mmГ—1040mmГ—1300mmпјҢе…¶дёҠе®үиЈ…жңүдә•ејҸиҮӘеҠЁдҫӣж–ҷеҚ•е…ғгҖҒж•°жҺ§еҠ е·ҘеҚ•е…ғгҖҒз«ӢдҪ“д»“еӮЁеҚ•е…ғгҖҒ移еҠЁжңәжў°жүӢжҗ¬иҝҗеҚ•е…ғпјҢз»„жҲҗдёҖдёӘиҮӘеҠЁеҢ–зҡ„еҠ е·Ҙз”ҹдә§е®һи®ӯеҚ•е…ғгҖӮ
з”өж°”жҺ§еҲ¶еҚ•е…ғж”ҫзҪ®еңЁжЎҢйқўдёӢзҡ„з»„еҗҲжҠҪеұүејҸзҪ‘еӯ”жқҝдёҠгҖӮзі»з»ҹзҡ„жҺ§еҲ¶ж–№ејҸйҮҮз”ЁжҜҸдёҖе·ҘдҪңеҚ•е…ғз”ұдёҖеҸ°PLCжүҝжӢ…е…¶жҺ§еҲ¶д»»еҠЎпјҢзҺ°еңәзҡ„PLCд№Ӣй—ҙйҖҡиҝҮPPIз»„зҪ‘пјҢдёҠдҪҚи®Ўз®—жңәз”ұд»ҘеӨӘзҪ‘е®һзҺ°еҗ„з«ҷд№Ӣй—ҙзҡ„йҖҡдҝЎгҖӮз»„жҲҗйҖҡи®ҜжҺ§еҲ¶зҪ‘з»ңгҖӮ
жң¬е®һйӘҢиЈ…зҪ®иҰҒжұӮе…·жңүејҖж”ҫжҖ§пјҡ иҰҒжұӮе…·жңүдҫҝдәҺеӯҰз”ҹеҠЁжүӢжӢҶиЈ…е®һи®ӯеҠҹиғҪпјҢеҸҜд»ҘжӢҶиЈ…еҲ°еҗ„йӣ¶йғЁд»¶пјҢд»ҘдҫҝиғҪжҸҗй«ҳеӯҰз”ҹзҡ„еҠЁжүӢиғҪеҠӣпјҢжңҚеҠЎдәҺйЎ№зӣ®е®һи®ӯж•ҷеӯҰгҖӮ
жң¬е®һйӘҢиЈ…зҪ®иҰҒжұӮжҠҖжңҜиҰҶзӣ–е…ЁйқўпјҡиҰҶзӣ–дәҶдј ж„ҹеҷЁжҠҖжңҜгҖҒж°”еҠЁжҠҖжңҜгҖҒPLCжҠҖжңҜгҖҒеҗ„з§Қз”өжңәй©ұеҠЁжҺ§еҲ¶жҠҖжңҜгҖҒжңәжў°зі»з»ҹзІҫеҜҶдј еҠЁжҠҖжңҜгҖҒйҖҡи®ҜжҺ§еҲ¶жҠҖжңҜгҖҒи®Ўз®—жңәз»„жҖҒжҺ§еҲ¶жҠҖжңҜзӯүеӨҡйЎ№жҠҖжңҜе®һи®ӯгҖӮ
жң¬е®һйӘҢиЈ…зҪ®иҰҒжұӮе…·жңүе®үе…ЁжҖ§пјҡзі»з»ҹиҰҒжұӮе…·жңүз”өеҺӢеһӢжјҸз”өдҝқжҠӨиЈ…зҪ®е’Ңз”өжөҒеһӢжјҸз”өдҝқжҠӨиЈ…зҪ®гҖӮйҮҮз”Ёй«ҳз»қзјҳзҡ„е®үе…ЁеһӢжҸ’еә§еҸҠеёҰз»қзјҳжҠӨеҘ—зҡ„й«ҳејәеәҰе®үе…ЁеһӢе®һйӘҢеҜјзәҝпјҢеҗҢж—¶еӨҮжҖҘеҒңдҝқжҠӨгҖҒйҷҗдҪҚдҝқжҠӨгҖҒжҷәиғҪдҝқжҠӨзӯүеҗ„з§ҚдҝқжҠӨеҠҹиғҪпјҢеҸҜзЎ®дҝқдәәиә«дёҺи®ҫеӨҮе®үе…ЁгҖӮ
1пјҺ3 жҺ§еҲ¶зі»з»ҹзҡ„й…ҚзҪ®ж–№жЎҲ
иҜҘзі»з»ҹдё»иҰҒйҮҮз”ЁиҘҝй—ЁеӯҗS7-200 PLCдҪңдёәдё»жҺ§еҲ¶еҷЁпјҢйҖҡиҝҮPPIз»„зҪ‘гҖӮ
й…ҚеӨҮ2и·Ҝд»ҘдёҠжЁЎжӢҹйҮҸиҫ“е…ҘпјҢ1и·ҜжЁЎжӢҹйҮҸиҫ“еҮәпјҢејҖе…ійҮҸиҫ“е…Ҙиҫ“/иҫ“еҮәдёҚдҪҺдәҺ28/20пјҢMPC2810еӣӣиҪҙиҝҗеҠЁжҺ§еҲ¶еҚЎе’Ңз”өи„‘пјҲиҒ”жғіз”өи„‘CPU:2.5GпјҢзј“еӯҳ1MBд»ҘдёҠпјҢеҶ…еӯҳ1Gд»ҘдёҠпјҢзЎ¬зӣҳ160G,жҳҫеӯҳDDR512M,17еҜёж¶Іжҷ¶пјү
дәҢгҖҒжҠҖжңҜеҸӮж•°
1.иҫ“е…Ҙз”өжәҗпјҡAC220VВұ10% 50Hz
2.е·ҘдҪңзҺҜеўғпјҡжё©еәҰ-10в„ғпҪһ40в„ғзӣёеҜ№ж№ҝеәҰвүӨ85%пјҲ25в„ғпјүжө·жӢ”пјң4000m
3.иЈ…зҪ®е®№йҮҸпјҡвүӨ1.5kVA
4.еӨ–еҪўе°әеҜёпјҡ1980mmГ—1040mmГ—1300mm
5. ж°”жәҗе·ҘдҪңеҺӢеҠӣпјҡ0.4пҪһ0.7 Mbar
6.е®үе…ЁдҝқжҠӨпјҡе…·жңүжјҸз”өеҺӢгҖҒжјҸз”өжөҒдҝқжҠӨпјҢе®үе…Ёз¬ҰеҗҲеӣҪ家ж ҮеҮҶйҮҮз”Ёй«ҳз»қзјҳзҡ„е®үе…ЁеһӢжҸ’еә§еҸҠеёҰз»қзјҳжҠӨеҘ—зҡ„й«ҳејәеәҰе®үе…ЁеһӢе®һйӘҢеҜјзәҝгҖӮ
дёүгҖҒеҗ„з«ҷжҸҸиҝ°
3пјҺ1 еҗ„е·ҘдҪңеҚ•е…ғзҡ„з»“жһ„е’ҢеҠҹиғҪеҰӮдёӢпјҡ
3пјҺ1пјҺ1 дә•ејҸиҮӘеҠЁдҫӣж–ҷеҚ•е…ғ
дё»иҰҒз»„жҲҗпјҡдә•ејҸдҫӣж–ҷдё»иҰҒз”ұдә•ејҸе·Ҙ件еә“гҖҒжҺЁж–ҷж°”зјёгҖҒзү©ж–ҷеҸ°гҖҒе…үз”өдј ж„ҹеҷЁгҖҒзЈҒжҖ§ејҖе…ігҖҒз”өзЈҒйҳҖгҖҒж”Ҝжһ¶гҖҒжңәжў°йӣ¶йғЁд»¶жһ„жҲҗгҖӮ
жҺ§еҲ¶ж–№жЎҲпјҡз”ұS7-200зі»еҲ—PLCе®һзҺ°е·Ҙ件зҡ„иҮӘеҠЁдёҠж–ҷеҸҠжқҗиҙЁеҲҶжЈҖпјҢдҪҝз”ЁеҺӢеҠӣдј ж„ҹеҷЁпјҲNS-TH1зі»еҲ—з§°йҮҚдј ж„ҹеҷЁпјүеҮҶзЎ®жөӢйҮҸйҖҒеҮәе·Ҙ件зҡ„йҮҚйҮҸпјҢйҖҡиҝҮPCзӣ‘жҺ§иҪҜ件жҳҫзӨәе…¶ж•°еҖјгҖӮ
еҹәжң¬еҠҹиғҪпјҡжҢүз…§йңҖиҰҒе°Ҷж”ҫзҪ®еңЁж–ҷд»“дёӯеҫ…еҠ е·Ҙзҡ„е·Ҙ件иҮӘеҠЁйҖҒеҮәеҲ°зү©ж–ҷеҸ°дёҠпјҢеҮҶзЎ®еҢәеҲҶеҮәе·Ҙ件зҡ„жқҗиҙЁе’ҢйҮҚйҮҸпјҢд»Ҙдҫҝж°”еҠЁжңәжў°жүӢжҗ¬иҝҗзҡ„жҠ“еҸ–жңәжў°жүӢиЈ…зҪ®е°Ҷе·Ҙ件жҠ“еҸ–йҖҒеҫҖе…¶д»–е·ҘдҪңеҚ•е…ғгҖӮ
е·Ҙ件е°әеҜёпјҡ90Г—60Г—20mm жқҗ иҙЁпјҡе°јйҫҷ
NS-TH1зі»еҲ—з§°йҮҚдј ж„ҹеҷЁжҠҖжңҜеҸӮж•°
|
жҠҖжңҜеҸӮж•°
|
еҚ•дҪҚ
|
жҠҖжңҜжҢҮж Ү
|
|
йўқе®ҡиҪҪиҚ·
|
kg
|
1гҖҒ
|
|
йўқе®ҡиҫ“еҮә
|
mV/V
|
>1.5
|
|
йқһзәҝжҖ§
|
%F.S
|
вүӨВұ0.03
|
|
ж»һеҗҺ
|
%F.S
|
вүӨВұ0.03
|
|
йҮҚеӨҚжҖ§
|
%F.S
|
вүӨВұ0.03
|
|
йӣ¶зӮ№иҫ“еҮә
|
%F.S
|
<Вұ1
|
|
йӣ¶зӮ№жё©еәҰзі»ж•°
|
%F.S/в„ғ
|
вүӨ0.003
|
|
з»қзјҳз”өйҳ»
|
MО©
|
вүҘ2000
|
|
дҫӣжЎҘз”өеҺӢ
|
VDC
|
10
|
|
е·ҘдҪңжё©еәҰ
|
в„ғ
|
-20пҪһпјӢ70
|
|
е…Ғи®ёиҝҮиҪҪ
|
%F.S
|
150
|
3пјҺ1пјҺ2 ж•°жҺ§еҠ е·ҘеҚ•е…ғ
дё»иҰҒз»„жҲҗпјҡиҜҘеҚ•е…ғдё»иҰҒз”ұзү©ж–ҷеӨ№зҙ§иЈ…зҪ®гҖҒX/Y/ZиҝҗеҠЁе№іеҸ°гҖҒдё»иҪҙз”ұеҸҳйў‘з”өжңәй©ұеҠЁгҖӮзі»з»ҹ зҡ„дҪҚзҪ®дј ж„ҹеҷЁдҪҝз”Ёзӣҙзәҝе…үж …дј ж„ҹеҷЁпјҲFC-1зі»еҲ—ж•һејҖејҸе·Ҙдёҡзә§е…үж …е°әпјүпјҢд»ҘдҝқиҜҒиҝҗеҠЁжҺ§еҲ¶зҡ„зІҫеәҰгҖӮ
жҺ§еҲ¶ж–№жЎҲпјҡз”ұPCIеӨҡиҪҙиҝҗеҠЁжҺ§еҲ¶еҚЎй©ұеҠЁXгҖҒYгҖҒZдёүиҪҙдҪңзӣҙзәҝиҝҗеҠЁпјҢж”ҜжҢҒдёӨиҪҙеңҶеј§жҸ’иЎҘпјҢдҪҝз”ЁLABVIEWзӣ‘жҺ§иҜҘеҚ•е…ғзҡ„еҠ е·ҘзҠ¶жҖҒпјҢз”ұS7-200зі»еҲ—PLCеҚҸи°ғдёҺе…¶д»–еҚ•е…ғд№Ӣй—ҙзҡ„е·ҘдҪңжөҒзЁӢгҖӮXгҖҒYиҝҗеҠЁе№іеҸ°йҮҮз”ЁжӯҘиҝӣй©ұеҠЁпјҲжӯҘиҝӣз”өжңәпјҡ23HS3002пјҢй…ҚеҘ—зҡ„й©ұеҠЁеҷЁпјҡMS-3H057MпјүпјҢзӣҙзәҝеҜјиҪЁеҸҠдёқжқҶпјҢX/YжңҖеӨ§й•ҝеәҰдёҚдҪҺдәҺ300/200mmпјӣZеҗ‘жЁЎжӢҹдё»иҪҙйҮҮз”ЁзӣҙжөҒдјәжңҚй©ұеҠЁпјҲйҮҮз”ЁDB810зӣҙжөҒдјәжңҚй©ұеҠЁеҷЁпјүпјҢзӣҙзәҝеҜјиҪЁеҸҠдёқжқҶпјҢжңҖеӨ§й•ҝеәҰдёҚдҪҺдәҺ200mmпјӣеҠ е·Ҙз”өжңәйҮҮз”ЁиҘҝй—ЁеӯҗMM420еҸҳйў‘еҷЁжҺ§еҲ¶й©ұеҠЁеҠҹзҺҮдёҚдҪҺдәҺ0.37KWгҖӮй…ҚзҪ®зӣҙзәҝдҪҚз§»дј ж„ҹеҷЁпјҲNS-WY03еһӢдҪҚз§»дј ж„ҹеҷЁгҖҒеҸҳйҖҒеҷЁпјүеҸҚйҰҲиҪҙзҡ„е®һйҷ…дҪҚ移йҮҸгҖҒиҪ¬йҖҹдј ж„ҹеҷЁпјҲRP660C1-16-SзЈҒз”өиҪ¬йҖҹдј ж„ҹеҷЁпјүеҸҚйҰҲи°ғйҖҹз”өжңәзҡ„е®һйҷ…ж—ӢиҪ¬йҖҹеәҰпјҢ并иғҪйҖҡиҝҮдёҠдҪҚжңәиҪҜ件жҳҫзӨәжөӢйҮҸеҖјгҖӮ
еҹәжң¬еҠҹиғҪпјҡд»Һ移еҠЁжңәжў°жүӢжҗ¬иҝҗеҚ•е…ғжҺҘ收е·Ҙ件пјҢз”ұX/Yе®ҡдҪҚе·Ҙ件иҮіеҠ е·ҘеҢәеҹҹпјҢжҢүз…§йў„е®ҡзҡ„ж ·ејҸзј–еҶҷзЁӢеәҸе®ҢжҲҗе·Ҙ件зҡ„еҠ е·ҘгҖӮе…·еӨҮе®һйҷ…еҠ е·ҘиғҪеҠӣпјҢзІҫеәҰй«ҳгҖҒжҺ§еҲ¶зЁіе®ҡгҖӮ
FC-1зі»еҲ—ж•һејҖејҸе·Ҙдёҡзә§е…үж …е°әжҠҖжңҜеҸӮж•°пјҡ
|
йӣ¶дҪҚж Үи®°
|
д»ҺжөӢйҮҸй•ҝеәҰдёӯй—ҙејҖе§ӢпјҢжҜҸй—ҙйҡ”50mmдёҖдёӘйӣ¶дҪҚж Үи®°
|
|
еҲҶиҫЁеҠӣ
|
1Ојm,
|
|
жөӢйҮҸйҖҹеәҰ
|
60M/еҲҶй’ҹпјҲеҲҶиҫЁеҠӣ1Ојmпјү
|
|
ж–№жіўиҫ“еҮә
|
5V TTLж–№жіўпјҢRS422пјҲй•ҝзәҝпјү
|
|
移еҠЁеҠӣзҹ©
|
е°ҸдәҺ 5N
|
|
е·ҘдҪңз”өеҺӢ
|
5V Вұ5%
|
|
е·ҘдҪңжё©еәҰ
|
0-50в„ғ
|
|
дҝқжҠӨзӯүзә§
|
IP53
|
NS-WY03еһӢдҪҚз§»дј ж„ҹеҷЁгҖҒеҸҳйҖҒеҷЁжҠҖжңҜеҸӮж•°пјҡ
|
зәҝжҖ§иЎҢзЁӢ
|
500
|
|
з»јеҗҲзІҫеәҰ
|
0.2%F.S
|
|
еҲҶ иҫЁ зҺҮ
|
ж— жһҒйҷҗпјҲзҗҶи®әпјү
|
|
йҮҚ еӨҚ жҖ§
|
0.01 mm
|
|
з”өжәҗз”өеҺӢ
|
24VDC
|
|
е·ҘдҪңжё©еәҰ
|
-30~100в„ғ
|
|
жҢҜгҖҖгҖҖеҠЁ
|
5~2000Hz
|
|
еҶІгҖҖгҖҖеҮ»
|
50g
|
|
дҪҚ移йҖҹеәҰ
|
10m/sпјҲmaxпјү
|
RP660C1-16-SзЈҒз”өиҪ¬йҖҹдј ж„ҹеҷЁжҠҖжңҜеҸӮж•°пјҡ
|
иһәзә№е°әеҜё
|
M16*1.0
|
|
жөӢйҮҸиҢғеӣҙ
|
1вҖ”10000r/min(60йҪҝ)
|
|
иҫ“еҮәжіўеҪў
|
жӯЈејҰжіў
|
|
йў‘зҺҮе“Қеә”
|
1HZвҖ”10000HZ
|
|
жөӢйҖҹйҪҝиҪ®еҪўејҸ
|
жЁЎж•°2 ~ 4
|
NS-WL1зі»еҲ—жӢүеҺӢеҠӣдј ж„ҹеҷЁжҠҖжңҜеҸӮж•°пјҡ
|
жҠҖжңҜеҸӮж•°
|
еҚ•дҪҚ
|
жҠҖжңҜжҢҮж Ү
|
|
йўқе®ҡиҪҪиҚ·
|
kg
|
5
|
|
йўқе®ҡиҫ“еҮә
|
mV/V
|
>1.5
|
|
йқһзәҝжҖ§
|
%F.S
|
вүӨВұ0.02
|
|
ж»һеҗҺ
|
%F.S
|
вүӨВұ0.02
|
|
йҮҚеӨҚжҖ§
|
%F.S
|
вүӨВұ0.02
|
|
йӣ¶зӮ№иҫ“еҮә
|
%F.S
|
<Вұ1
|
|
йӣ¶зӮ№жё©еәҰзі»ж•°
|
%F.S/в„ғ
|
вүӨ0.002
|
|
з»қзјҳз”өйҳ»
|
MО©
|
вүҘ2000
|
|
дҫӣжЎҘз”өеҺӢ
|
VDC
|
10
|
|
е·ҘдҪңжё©еәҰ
|
в„ғ
|
-20пҪһпјӢ70
|
|
е…Ғи®ёиҝҮиҪҪ
|
%F.S
|
150
|
3пјҺ1пјҺ3 з«ӢдҪ“д»“еӮЁеҚ•е…ғ
дё»иҰҒз»„жҲҗпјҡз«ӢдҪ“д»“еӮЁеҚ•е…ғдё»иҰҒз”ұе·Ҙдёҡй“қеһӢжқҗжҗӯе»әиҖҢжҲҗзҡ„3Г—4дёӘд»“дҪҚзҡ„з«ӢдҪ“д»“еә“пјҲ550Г—500mmпјүгҖҒX/Yе№ійқўиҫ“йҖҒжңәжһ„пјҢиҪҪж–ҷеҸ°пјҢж°”еҠЁйҖҒж–ҷжңәжһ„з»„жҲҗгҖӮ
жҺ§еҲ¶ж–№жЎҲпјҡз”ұS7-200зі»еҲ—PLCй©ұеҠЁX/Yе№ійқўиҫ“йҖҒжңәжһ„пјҢйҮҮз”ЁдёӨиҪҙжӯҘиҝӣй©ұеҠЁпјҲжӯҘиҝӣз”өжңәпјҡ23HS3002пјҢй…ҚеҘ—зҡ„й©ұеҠЁеҷЁпјҡMS-3H057MпјүпјҢйҪҝеһӢеҗҢжӯҘеёҰеёҰеҠЁйҖҒж–ҷжңәжһ„пјҢX/YиҪҙжңҖеӨ§иЎҢзЁӢдёҚдҪҺдәҺ450/350mmгҖӮ
еҹәжң¬еҠҹиғҪпјҡ移еҠЁжңәжў°жүӢжҠҠеҠ е·Ҙе®ҢжҲҗзҡ„е·Ҙ件ж”ҫзҪ®еңЁиҪҪж–ҷеҸ°пјҢйҖҡиҝҮX/Yе№ійқўиҫ“йҖҒжңәжһ„дј йҖҒиҮіеҗ„жҢҮе®ҡд»“дҪҚпјҢж°”еҠЁйҖҒж–ҷжңәжһ„жҠҠе·Ҙ件йҖҒиҮізӣёеә”зҡ„д»“дҪҚгҖӮеҗҢж—¶еҸҜд»ҘзӣҙжҺҘд»Һз«ӢдҪ“еә“дёӯеҸ–еҮәе·Ҙ件пјҢйҖҡиҝҮ移еҠЁжңәжў°жүӢжҗ¬иҝҗеҚ•е…ғжҗ¬иҝҗиҮідёүиҪҙй“ЈеәҠеҠ е·ҘеҚ•е…ғиҝӣиЎҢеҠ е·Ҙе’ҢеӯҳеӮЁгҖӮ
3пјҺ1пјҺ4 移еҠЁжңәжў°жүӢжҗ¬иҝҗеҚ•е…ғ
дё»иҰҒз»„жҲҗпјҡ移еҠЁжңәжў°жүӢеҚ•е…ғдё»иҰҒз”ұж°ҙе№ідҪҚ移жңәжһ„гҖҒзәҝжҖ§еҜјиҪЁгҖҒж°”еҠЁжңәжў°жүӢгҖҒз”өзЈҒйҳҖе’ҢеҺҹзӮ№е®ҡдҪҚејҖе…іжһ„жҲҗгҖӮ
жҺ§еҲ¶ж–№жЎҲпјҡз”ұS7-200зі»еҲ—PLCжҺ§еҲ¶пјҢдәӨжөҒдјәжңҚй©ұеҠЁпјҲйҮҮз”Ёе’ҢеҲ©ж—¶MS0020Aй«ҳзІҫеәҰдәӨжөҒдјәжңҚз”өжңәпјҲ200WпјүгҖҒMSзі»еҲ—е…Ёж•°еӯ—ејҸдәӨжөҒдјәжңҚй©ұеҠЁеҷЁпјҲ60CB020CпјүжҺ§еҲ¶иҪҙзҡ„жӯЈеҸҚе®ҡдҪҚпјүпјҢз”өжңәеҠҹзҺҮдёҚдҪҺдәҺ200Wз”ұйҪҝеһӢеҗҢжӯҘеёҰй©ұеҠЁж°”еҠЁжңәжў°жүӢдҪңж°ҙе№ідҪҚ移пјҢжңҖеӨ§иЎҢзЁӢвү§110mmж°”еҠЁжңәжў°жүӢиғҪзҲӘеҸ–3е…¬ж–Өд»ҘдёҠзҡ„е·Ҙ件пјҢеӨ№зҲӘеј и·қвү§60mmгҖӮ
еҹәжң¬еҠҹиғҪпјҡиғҪеңЁж°ҙе№іж–№еҗ‘еҒҡзӣҙзәҝзІҫзЎ®е®ҡдҪҚпјҢиғҪжҠҠе·Ҙ件д»Һдә•ејҸдёҠж–ҷеҚ•е…ғдј йҖҒиҮідёүеқҗж Үй“ЈеәҠеҠ е·ҘеҚ•е…ғе’Ңз«ӢдҪ“еӯҳеӮЁеҚ•е…ғгҖӮ
3пјҺ2 з»„еҗҲжҠҪеұүејҸзҪ‘еӯ”жқҝ
дё»иҰҒз»„жҲҗпјҡдёӨеқ—дёҚй”Ҳй’ўйҮ‘еұһзҪ‘еӯ”жқҝпјҢеҸҜйҖҡиҝҮжӢүжүӢжҠҠзҪ‘жқҝд»ҺжЎҢеә•жҠҪеҮәжҸҗдҫӣе®һи·өж“ҚдҪңзҡ„йңҖиҰҒпјҢе®һйӘҢз»“жқҹеҸҜжҠҠзҪ‘жқҝжҺЁиҝӣжЎҢеә•пјҢиҠӮзңҒз©әй—ҙеҸҲиғҪйҒҝе…Қеҗ„жҺ§еҲ¶е…ғ件й•ҝжңҹжҡҙйңІеңЁеӨ–йқўиў«жҚҹеқҸгҖӮз”өжәҗгҖҒPLCгҖҒеҸҳйў‘еҷЁгҖҒй©ұеҠЁеҷЁгҖҒжҺҘзәҝз«ҜеӯҗгҖҒдё»д»ӨејҖе…ізӯүеқҮеӣәе®ҡеңЁдёӨеқ—зҪ‘жқҝдёҠгҖӮ
еҹәжң¬еҠҹиғҪпјҡйҖҡиҝҮз”өзјҶжҠҠжЎҢйқўеҗ„е·ҘдҪңеҚ•е…ғзҡ„жҺ§еҲ¶дҝЎеҸ·дј йҖ’иҮіеҗ„жҺ§еҲ¶еҚ•е…ғпјҢеҗҢж—¶жҠҠжҺ§еҲ¶еҚ•е…ғзҡ„жҢҮд»ӨдҝЎеҸ·дј йҖ’иҮіжЎҢйқўзҡ„е·ҘдҪңеҚ•е…ғгҖӮ
еӣӣгҖҒе®һи®ӯйЎ№зӣ®
1. ж°”еҠЁжҺ§еҲ¶еӣһи·Ҝе®үиЈ…дёҺи°ғиҜ•
иҜҘй…ҚзҪ®й…ҚжңүеӨҡз§Қзұ»еһӢзҡ„ж°”зјёгҖҒз”өзЈҒйҳҖпјҢзЈҒжҖ§ејҖе…іпјҢеҰӮпјҡеҚ•еҮәжқҶж°”зјёгҖҒеҚ•еҮәеҸҢжқҶж°”зјёгҖҒж—ӢиҪ¬ж°”зјёзӯүж°”еҠЁжү§иЎҢе…ғ件гҖҒеҚ•жҺ§з”өзЈҒйҳҖгҖҒеҸҢжҺ§з”өзЈҒйҳҖе’ҢзЈҒжҖ§ејҖе…ізӯүпјҢеҹәдәҺиҝҷдәӣж°”еҠЁжҺ§еҲ¶е…ғ件пјҢеҸҜе®ҢжҲҗдёӢеҲ—ж°”еҠЁжҠҖжңҜзҡ„е®үиЈ…и°ғиҜ•и®ӯз»ғд»»еҠЎпјҡ
ж°”еҠЁж–№еҗ‘жҺ§еҲ¶еӣһи·Ҝзҡ„е®үиЈ…дёҺи°ғиҜ•
ж°”еҠЁйҖҹеәҰжҺ§еҲ¶еӣһи·Ҝзҡ„е®үиЈ…дёҺи°ғиҜ•
ж°”еҠЁж—ӢиҪ¬жҺ§еҲ¶еӣһи·Ҝзҡ„е®үиЈ…дёҺи°ғиҜ•
ж°”еҠЁйЎәеәҸжҺ§еҲ¶еӣһи·Ҝзҡ„е®үиЈ…дёҺи°ғиҜ•
ж°”еҠЁжңәжў°жүӢиЈ…зҪ®зҡ„е®үиЈ…дёҺи°ғиҜ•
ж°”еҠЁзі»з»ҹзҡ„е®үиЈ…дёҺи°ғиҜ•
2. з”өж°”жҺ§еҲ¶з”өи·Ҝзҡ„е®үиЈ…е’ҢPLCзЁӢеәҸзј–еҶҷ
иҜҘиЈ…зҪ®й…ҚжңүS7-200дё»жңәжЁЎеқ—гҖҒMM420еҸҳйў‘еҷЁжЁЎеқ—гҖҒдәӨжөҒдјәжңҚз”өжңәгҖҒзӣҙжөҒдјәжңҚз”өжңәгҖҒжӯҘиҝӣз”өжңәй©ұеҠЁжЁЎеқ—е’Ңеҗ„з§Қдј ж„ҹеҷЁзӯүпјҢеҹәдәҺиҝҷдәӣжЁЎеқ—пјҢеҸҜе®ҢжҲҗдёӢеҲ—PLCеә”з”ЁжҠҖжңҜи®ӯз»ғд»»еҠЎпјҡ
ејӮжӯҘз”өжңәжҺ§еҲ¶з”өи·Ҝзҡ„иҝһжҺҘдёҺжҺ§еҲ¶зЁӢеәҸзј–еҶҷпјӣ
ејӮжӯҘз”өжңәеҸҳйў‘и°ғйҖҹжҺ§еҲ¶з”өи·Ҝзҡ„иҝһжҺҘдёҺжҺ§еҲ¶зЁӢеәҸзј–еҶҷпјӣ
жӯҘиҝӣз”өжңәжҺ§еҲ¶з”өи·Ҝзҡ„иҝһжҺҘдёҺжҺ§еҲ¶зЁӢеәҸзј–еҶҷпјӣ
дәӨжөҒдјәжңҚй©ұеҠЁзҡ„е®ҡдҪҚжҺ§еҲ¶пјӣ
дәӨжөҒдјәжңҚжңәжһ„зҡ„зҺ°еңәи°ғиҜ•пјӣ
зӣҙжөҒдјәжңҚй©ұеҠЁзҡ„е®ҡдҪҚжҺ§еҲ¶пјӣ
зӣҙжөҒдјәжңҚжңәжһ„зҡ„зҺ°еңәи°ғиҜ•пјӣ
ж°”еҠЁж–№еҗ‘жҺ§еҲ¶зЁӢеәҸзј–еҶҷпјӣ
ж°”еҠЁйЎәеәҸеҠЁдҪңжҺ§еҲ¶зЁӢеәҸзј–еҶҷпјӣ
ж°”еҠЁжңәжў°жүӢжҺ§еҲ¶зЁӢеәҸзј–еҶҷпјӣ
иҮӘеҠЁз”ҹдә§зәҝжҺ§еҲ¶зЁӢеәҸзј–еҶҷгҖӮ
3. PLCе·ҘдёҡйҖҡи®ҜзҪ‘з»ңзҡ„е®үиЈ…еҸҠи°ғиҜ•
жң¬зі»з»ҹйҖүз”ЁS7-200PLCдҪңдёәдё»жҺ§еҲ¶еҷЁпјҢе…¶жң¬иә«йӣҶжҲҗRS485йҖҡдҝЎеҸЈе…·еӨҮPPIзҪ‘з»ңйҖҡдҝЎеҠҹиғҪпјҢеҹәдәҺжң¬зҪ‘з»ңйҖҡдҝЎеҠҹиғҪпјҢеҸҜе®ҢжҲҗдёӢеҲ—е·ҘдёҡзҺ°еңәжҖ»зәҝйҖҡдҝЎжҠҖжңҜи®ӯз»ғд»»еҠЎпјҡPPIзҪ‘з»ңзҡ„硬件иҝһжҺҘгҖҒи°ғиҜ•пјӣPPIзҪ‘з»ңеҸӮж•°и®ҫзҪ®гҖҒи°ғиҜ•пјӣеҹәдәҺеӨҡеҸ°S7-200 PLCзҡ„еӨҚжқӮPPIзҪ‘з»ңж•°жҚ®иҜ»еҶҷзЁӢеәҸзј–еҶҷдёҺи°ғиҜ•гҖӮ
4. жңәз”өи®ҫеӨҮе®үиЈ…дёҺи°ғиҜ•йЎ№зӣ®
дә•ејҸдҫӣж–ҷеҚ•е…ғгҖҒдёүеқҗж Үй“ЈеәҠеҠ е·ҘеҚ•е…ғгҖҒз«ӢдҪ“д»“еӮЁеҚ•е…ғгҖҒ移еҠЁжңәжў°жүӢжҗ¬иҝҗеҚ•еҸҠеҗ„з§Қе·Ҙдёҡдј ж„ҹеҷЁзӯүжҺ§еҲ¶жЈҖжөӢеҚ•е…ғдёә硬件平еҸ°пјҢеҸҜе®ҢжҲҗдёӢеҲ—жңәз”өи®ҫеӨҮе®үиЈ…е’ҢжҺ§еҲ¶зҡ„и®ӯз»ғд»»еҠЎпјҡ
дә•ејҸдҫӣж–ҷжңәжһ„зҡ„е®үиЈ…дёҺи°ғиҜ•пјӣ
дёүеқҗж Үй“ЈеүҠеҠ е·Ҙжңәжһ„зҡ„е®үиЈ…дёҺи°ғиҜ•пјӣ
ж°”еҠЁжңәжў°жүӢи®ҫеӨҮе®үиЈ…дёҺи°ғиҜ•пјӣ
иҫ“йҖҒзәҝи®ҫеӨҮе®үиЈ…дёҺи°ғиҜ•гҖӮ
 收и—ҸзҒөзҢ«зҪ‘
收и—ҸзҒөзҢ«зҪ‘