TC-GJD01еһӢе…үжңәз”өдёҖдҪ“еҢ–е®һи®ӯиҖғж ёиЈ…зҪ®
дёҖгҖҒзі»з»ҹжҰӮиҝ°
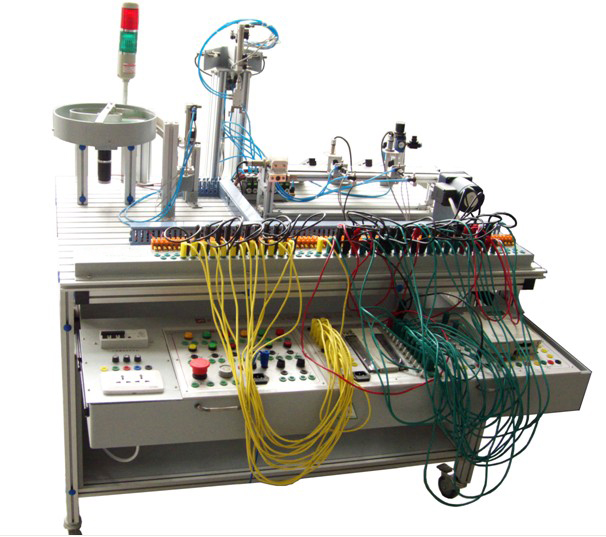
TC-GJD01еһӢе…үжңәз”өдёҖдҪ“еҢ–е®һи®ӯиҖғж ёиЈ…зҪ®з”ұе®үиЈ…еңЁй“қеҗҲйҮ‘еҜјиҪЁејҸе®һи®ӯеҸ°дёҠзҡ„иҫ“йҖҒз«ҷгҖҒйҖҒж–ҷз«ҷгҖҒеҠ е·Ҙз«ҷгҖҒиЈ…й…Қз«ҷе’ҢеҲҶжӢЈз«ҷзӯү5дёӘе·ҘдҪңз«ҷз»„жҲҗпјҢжһ„жҲҗдёҖдёӘе…ёеһӢзҡ„жңәз”өдёҖдҪ“еҢ–и®ҫеӨҮзҡ„жңәжў°е№іеҸ°пјӣйҮҮз”ЁRS485дёІиЎҢйҖҡи®Ҝж–№ејҸе®һзҺ°еҲҶеёғејҸзҡ„жҺ§еҲ¶жҲ–PLCдё»з«ҷеҸҠиҝңзЁӢI/Oе®һзҺ°зі»з»ҹжҺ§еҲ¶пјҢд»ҺиҖҢз»„жҲҗиҮӘеҠЁеҠ е·ҘгҖҒиЈ…й…Қз”ҹдә§зәҝпјҢзңҹе®һе‘ҲзҺ°иҮӘеҠЁз”ҹдә§зәҝзҡ„еҠ е·ҘиҝҮзЁӢгҖӮ
еӣҫ1 и®ҫеӨҮдҝҜи§Ҷеӣҫ
ж №жҚ®жңәжў°е№іеҸ°зҡ„е·ҘиүәиҝҮзЁӢпјҢTC-GJD01еһӢйҮҮз”ЁRS485дёІиЎҢйҖҡи®Ҝж–№ејҸе®һзҺ°еҲҶеёғејҸзҡ„жҺ§еҲ¶зі»з»ҹгҖӮпјҲд№ҹеҸҜд»ҘйҖүдёәиҘҝй—ЁеӯҗжҲ–е…¶е®ғе“ҒзүҢзҡ„PLCиҝӣиЎҢжҺ§еҲ¶пјү
дёүиҸұFX2Nзі»еҲ—пјҡжң¬ж–№жЎҲйҮҮз”ЁFX2Nзҡ„NпјҡNйҖҡи®ҜзҪ‘з»ңгҖӮеҗ„е·ҘдҪңз«ҷеқҮжҸ’дёҠFX2N-485-BDйҖҡи®ҜжқҝпјҢд»Ҙиҫ“йҖҒз«ҷPLCпјҲFX2N-32MTпјүдёәдё»з«ҷпјҢе…¶дҪҷеҗ„з«ҷдёәд»Һз«ҷжһ„жҲҗNпјҡNйҖҡи®ҜзҪ‘з»ңгҖӮ
дәҢгҖҒжҠҖжңҜеҸӮж•°
1пјҺдәӨжөҒз”өжәҗпјҡеҚ•зӣёдёүзәҝеҲ¶пјҢAC 220VВұ10% 50 Hz
2пјҺжё©еәҰпјҡ-10в„ғ~40в„ғпјӣзҺҜеўғж№ҝеәҰпјҡвүӨ90%пјҲ25в„ғпјү
3пјҺе®һи®ӯжЎҢеӨ–еҪўе°әеҜёпјҡй•ҝГ—е®ҪГ—й«ҳ=1800mmГ—880mmГ—780mm
4пјҺж•ҙжңәж¶ҲиҖ—пјҡвүӨ1.5kVA
5пјҺж°”жәҗе·ҘдҪңеҺӢеҠӣпјҡжңҖе°Ҹ0.4MbarпјҢжңҖеӨ§1Mbar
6пјҺе®үе…ЁдҝқжҠӨжҺӘж–Ҫпјҡе…·жңүжҺҘең°дҝқжҠӨгҖҒжјҸз”өдҝқжҠӨеҠҹиғҪпјҢе®үе…ЁжҖ§з¬ҰеҗҲзӣёе…ізҡ„еӣҪ家ж ҮеҮҶпјӣйҮҮз”Ёй«ҳз»қзјҳзҡ„е®үе…ЁеһӢжҸ’еә§еҸҠеёҰз»қзјҳжҠӨеҘ—зҡ„й«ҳејәеәҰе®үе…ЁеһӢе®һйӘҢеҜјзәҝгҖӮ

дёүгҖҒиЈ…зҪ®з»“жһ„
иҜҘе…үжңәз”өдёҖдҪ“еҢ–иҖғж ёиЈ…зҪ®еҸ°йқўжү§иЎҢйғЁд»¶з”ұе®үиЈ…еңЁй“қеҗҲйҮ‘еҜјиҪЁејҸе®һи®ӯеҸ°дёҠзҡ„иҫ“йҖҒз«ҷгҖҒдҫӣж–ҷз«ҷгҖҒеҠ е·Ҙз«ҷгҖҒиЈ…й…Қз«ҷе’ҢеҲҶжӢЈз«ҷеҸҠжҺҘзәҝз«Ҝеӯҗзӣ’гҖҒжҺ§еҲ¶жЁЎеқ—зӯүеҚ•е…ғз»„жҲҗгҖӮ
1гҖҒдҫӣж–ҷз«ҷ
дҫӣж–ҷз«ҷдё»иҰҒз”ұж–ҷд»“еҸҠж–ҷж§ҪгҖҒйЎ¶ж–ҷж°”зјёгҖҒжҺЁж–ҷж°”зјёе’Ңзү©ж–ҷеҸ°д»ҘеҸҠзӣёеә”зҡ„дј ж„ҹеҷЁгҖҒз”өзЈҒйҳҖжһ„жҲҗгҖӮ
жң¬з«ҷе·ҘдҪңиҝҮзЁӢеҰӮдёӢпјҡе·Ҙ件еһӮзӣҙеҸ ж”ҫеңЁж–ҷд»“дёӯпјҢжҺЁж–ҷзјёеӨ„дәҺж–ҷд»“зҡ„еә•еұӮ并且其жҙ»еЎһжқҶеҸҜд»Һж–ҷд»“зҡ„еә•йғЁйҖҡиҝҮгҖӮеҪ“жҙ»еЎһжқҶеңЁйҖҖеӣһдҪҚзҪ®ж—¶пјҢе®ғдёҺжңҖдёӢеұӮе·Ҙ件еӨ„дәҺеҗҢдёҖж°ҙе№ідҪҚзҪ®пјҢиҖҢеӨ№зҙ§ж°”зјёеҲҷдёҺж¬ЎдёӢеұӮе·Ҙ件еӨ„дәҺеҗҢдёҖж°ҙе№ідҪҚзҪ®гҖӮеңЁйңҖиҰҒе°Ҷе·Ҙ件жҺЁеҮәеҲ°зү©ж–ҷеҸ°дёҠж—¶пјҢйҰ–е…ҲдҪҝеӨ№зҙ§ж°”зјёзҡ„жҙ»еЎһжқҶжҺЁеҮәпјҢеҺӢдҪҸж¬ЎдёӢеұӮе·Ҙ件пјӣ然еҗҺдҪҝжҺЁж–ҷж°”зјёжҙ»еЎһжқҶжҺЁеҮәпјҢд»ҺиҖҢжҠҠжңҖдёӢеұӮе·Ҙ件жҺЁеҲ°зү©ж–ҷеҸ°дёҠгҖӮеңЁжҺЁж–ҷж°”зјёиҝ”еӣһ并д»Һж–ҷд»“еә•йғЁжҠҪеҮәеҗҺпјҢеҶҚдҪҝеӨ№зҙ§ж°”зјёиҝ”еӣһпјҢжқҫејҖж¬ЎдёӢеұӮе·Ҙ件гҖӮиҝҷж ·пјҢж–ҷд»“дёӯзҡ„е·Ҙ件еңЁйҮҚеҠӣзҡ„дҪңз”ЁдёӢпјҢе°ұиҮӘеҠЁеҗ‘дёӢ移еҠЁдёҖдёӘе·Ҙ件пјҢдёәдёӢдёҖж¬ЎжҺЁеҮәе·Ҙ件еҒҡеҘҪеҮҶеӨҮгҖӮ
2гҖҒеҠ е·Ҙз«ҷ
еҠ е·Ҙз«ҷдё»иҰҒз”ұзү©ж–ҷеҸ°гҖҒеӨ№зҙ§жңәжў°жүӢгҖҒзү©ж–ҷеҸ°дјёеҮә/зј©еӣһж°”зјёгҖҒеҠ е·ҘпјҲеҶІй“Јпјүжңәжһ„д»ҘеҸҠзӣёеә”зҡ„дј ж„ҹеҷЁгҖҒз”өзЈҒйҳҖзӯүжһ„жҲҗгҖӮ
жң¬з«ҷзҡ„еҠҹиғҪжҳҜе®ҢжҲҗдёҖдёӘеҜ№е·Ҙ件зҡ„еҶІеҺӢеҠ е·ҘиҝҮзЁӢпјҢжөҒзЁӢеҰӮдёӢпјҡ
иҫ“йҖҒз«ҷжңәжў°жүӢжҠҠе·Ҙ件иҝҗйҖҒеҲ°зү©ж–ҷеҸ°дёҠвҶ’зү©ж–ҷжЈҖжөӢдј ж„ҹеҷЁжЈҖжөӢеҲ°е·Ҙ件вҶ’жңәжў°жүӢжҢҮеӨ№зҙ§е·Ҙ件вҶ’зү©ж–ҷеҸ°еӣһеҲ°еҠ е·ҘеҢәеҹҹеҶІй“Јж°”зјёзҡ„дёӢж–№вҶ’еҶІй“Јж°”зјёеҗ‘дёӢдјёеҮәвҶ’з”өжңәејҖе§ӢеҶІй“Је·Ҙ件вҶ’е®ҢжҲҗеҶІй“ЈеҠЁдҪңеҗҺеҗ‘дёҠзј©еӣһвҶ’еҶІй“Јж°”зјёзј©еӣһеҲ°дҪҚвҶ’зү©ж–ҷеҸ°йҮҚж–°дјёеҮәвҶ’еҲ°дҪҚеҗҺжңәжў°жүӢжҢҮжқҫејҖвҶ’жҗ¬иҝҗз«ҷжңәжў°жүӢдјёеҮә并еӨ№зҙ§е·Ҙ件пјҢе°Ҷе…¶иҝҗйҖҒеҫҖиЈ…й…Қз«ҷгҖӮ
3гҖҒиЈ…й…Қз«ҷ
иЈ…й…Қз«ҷдё»иҰҒжңүпјҡз®Җжҳ“ж–ҷд»“гҖҒдҫӣж–ҷжңәжһ„гҖҒеӣһиҪ¬зү©ж–ҷеҸ°гҖҒжңәжў°жүӢгҖҒеҚҠжҲҗе“Ғе·Ҙ件зҡ„е®ҡдҪҚжңәжһ„гҖҒж°”еҠЁзі»з»ҹеҸҠе…¶з”өзЈҒйҳҖз»„гҖҒз”ЁдәҺз”өеҷЁиҝһжҺҘзҡ„з«ҜеӯҗжҺ’组件гҖҒз”ЁдәҺе…¶д»–жңәжһ„е®үиЈ…зҡ„й“қеһӢжқҗж”Ҝжһ¶еҸҠеә•жқҝгҖҒдј ж„ҹеҷЁе®үиЈ…ж”Ҝжһ¶зӯүе…¶е®ғйҷ„件гҖӮ
иҜҘеҚ•е…ғзҡ„еҹәжң¬е·ҘдҪңиҝҮзЁӢжҳҜпјҡж–ҷд»“дёӯзҡ„зү©ж–ҷеңЁйҮҚеҠӣдҪңз”ЁдёӢиҮӘеҠЁдёӢиҗҪпјҢйҖҡиҝҮдёӨзӣҙзәҝж°”зјёзҡ„е…ұеҗҢдҪңз”ЁпјҢеҲҶеҲ«еҜ№еә•еұӮзӣёйӮ»дёӨзү©ж–ҷеӨ№зҙ§дёҺжқҫејҖпјҢе®ҢжҲҗеҜ№иҝһз»ӯдёӢиҗҪзҡ„зү©ж–ҷзҡ„еҲҶй…ҚпјҢиў«еҲҶй…Қзҡ„зү©ж–ҷжҢүжҢҮе®ҡзҡ„и·Ҝеҫ„иҗҪе…ҘдҪҚзҪ®иҪ¬жҚўиЈ…зҪ®пјҢж‘ҶеҸ°е®ҢжҲҗ180еәҰдҪҚзҪ®еҸҳжҚўеҗҺпјҢз”ұеүҚеҗҺ移еҠЁж°”зјёпјҢдёҠдёӢ移еҠЁж°”зјёпјҢж°”еҠЁжүӢжҢҮжүҖз»„жҲҗзҡ„жңәжў°жүӢеӨ№жҢҒ并дҪҚ移пјҢеҶҚжҸ’е…Ҙе·Іе®ҡдҪҚзҡ„еҚҠжҲҗе“Ғе·Ҙ件дёӯгҖӮ
4гҖҒеҲҶжӢЈз«ҷ
еҲҶжӢЈз«ҷдё»иҰҒжңүдј йҖҒеёҰгҖҒзӣҙжөҒеҮҸйҖҹз”өжңәгҖҒжҺЁж–ҷж°”зјёгҖҒзү©ж–ҷж§ҪгҖҒз”өзЈҒйҳҖе’Ңе®ҡдҪҚе…үз”өдј ж„ҹеҷЁеҸҠеҢәеҲҶй»‘и“қе·Ҙ件зҡ„дј ж„ҹеҷЁжһ„жҲҗгҖӮ
жң¬з«ҷзҡ„еҠҹиғҪжҳҜе®ҢжҲҗд»ҺиЈ…й…Қз«ҷйҖҒжқҘиЈ…й…ҚеҘҪзҡ„е·Ҙ件иҝӣиЎҢеҲҶжӢЈгҖӮеҪ“жҗ¬иҝҗз«ҷйҖҒжқҘе·Ҙ件ж”ҫеҲ°дј йҖҒеёҰдёҠ并дёәе…Ҙж–ҷеҸЈе…үз”өдј ж„ҹеҷЁжЈҖжөӢеҲ°ж—¶пјҢз”өжңәејҖе§Ӣе·ҘдҪңпјҢе·Ҙ件ејҖе§ӢйҖҒе…ҘеҲҶжӢЈеҢәпјҢеҰӮжһңиҝӣе…ҘеҲҶжӢЈеҢәе·Ҙ件дёәи“қиүІпјҢеҲҷз”ұжЈҖжөӢи“қиүІзү©ж–ҷзҡ„дј ж„ҹеҷЁеҠЁдҪңпјҢдҪңдёә2еҸ·ж§ҪжҺЁж–ҷж°”зјёеҗҜеҠЁдҝЎеҸ·пјҢе°Ҷи“қиүІж–ҷжҺЁеҲ°2еҸ·ж§ҪйҮҢпјҢеҰӮжһңиҝӣе…ҘеҲҶжӢЈеҢәе·Ҙ件дёәй»‘иүІпјҢз”ұжЈҖжөӢй»‘иүІзҡ„дј ж„ҹеҷЁдҪңдёә1еҸ·ж§ҪжҺЁж–ҷж°”зјёеҗҜеҠЁдҝЎеҸ·пјҢе°Ҷй»‘иүІж–ҷжҺЁеҲ°1еҸ·ж§ҪйҮҢгҖӮ
5гҖҒжҗ¬иҝҗз«ҷ
жҗ¬иҝҗз«ҷдё»иҰҒжңүжӯҘиҝӣз”өжңәгҖҒжӯҘиҝӣй©ұеҠЁеҷЁгҖҒзәҝжҖ§еҜјиҪЁгҖҒдёүиҮӘз”ұеәҰжҗ¬иҝҗжңәжў°жүӢгҖҒз”өзЈҒйҳҖе’ҢеҺҹзӮ№е®ҡдҪҚејҖе…іжһ„жҲҗгҖӮ
жң¬з«ҷзҡ„еҠҹиғҪжҳҜе®ҢжҲҗеҗ‘еҗ„дёӘе·ҘдҪңз«ҷиҫ“йҖҒе·Ҙ件пјҢзі»з»ҹеҲҶдёәдёүиҮӘз”ұеәҰжҠ“еҸ–жңәжў°жүӢеҚ•е…ғе’ҢзӣҙзәҝдҪҚ移дҪҚзҪ®зІҫзЎ®жҺ§еҲ¶еҚ•е…ғдёӨйғЁеҲҶпјҢзі»з»ҹдёҠз”өеҗҺпјҢе…Ҳжү§иЎҢеӣһеҺҹзӮ№ж“ҚдҪңпјҢеҪ“еҲ°иҫҫеҺҹзӮ№дҪҚзҪ®еҗҺпјҢиӢҘзі»з»ҹеҗҜеҠЁпјҢдҫӣж–ҷз«ҷзү©ж–ҷеҸ°жЈҖжөӢдј ж„ҹеҷЁжЈҖжөӢеҲ°жңүе·Ҙ件时пјҢжңәжў°жүӢж•ҙдҪ“е…ҲеӨҚдҪҚеҲ°дҪҚеҗҺжүӢзҲӘдјёеҮәеҲ°дҪҚеҗҺжүӢзҲӘеӨ№зҙ§пјҢжүӢзҲӘеӨ№зҙ§еҲ°дҪҚжүӢзҲӘејҖе§Ӣзј©дјҡжңәжў°жүӢж•ҙдҪ“жҸҗеҚҮеҲ°дҪҚеҗҺпјҢжӯҘиҝӣз”өжңәејҖе§Ӣе·ҘдҪңиҝҗиЎҢеҲ°еҠ е·Ҙз«ҷпјҲжҢүи®ҫе®ҡеҘҪзҡ„и„үеҶІйҮҸеҲ°иҫҫеҠ е·Ҙз«ҷпјүгҖӮеҲ°иҫҫеҠ е·Ҙз«ҷеҗҺпјҢжүӢзҲӘдјёеҮәеҲ°дҪҚеҗҺжңәжў°жүӢж•ҙдҪ“дёӢйҷҚпјҢдёӢйҷҚеҲ°дҪҚеҗҺе·Ҙ件已ж”ҫе…ҘеҠ е·Ҙз«ҷзү©ж–ҷеҸ°дёҠпјҢ然еҗҺжүӢзҲӘжқҫејҖпјҢжқҫејҖеҲ°дҪҚеҗҺжңәжў°жүӢеӣһзј©пјҢзӯүеҠ е·Ҙз«ҷеҠ е·Ҙе®ҢжҲҗеҗҺеҶҚе°Ҷе·Ҙ件йҖҒеҲ°иЈ…й…Қз«ҷе’ҢеҲҶжӢЈз«ҷе®ҢжҲҗж•ҙдёӘиҮӘеҠЁз”ҹдә§зәҝзҡ„еҠ е·ҘиҝҮзЁӢгҖӮ
6пјҺз«Ҝеӯҗзӣ’
дё»иҰҒеҠҹиғҪпјҡдёәеӯҰе‘ҳжҸҗдҫӣе®үе…Ёе®ҢеӨҮзҡ„е®һйӘҢж“ҚдҪңжҺҘеҸЈпјҢе®һйӘҢиЈ…зҪ®дёӯдҪҝз”ЁеҲ°зҡ„еҗ„зұ»з”өж°”е…ғ件зҡ„з«ҜеҸЈе’ҢжҺҘзәҝеқҮеј•иҮіз«Ҝеӯҗзӣ’пјҢд»ҘејҖж”ҫејҸзҡ„з»“жһ„дҫӣе®һи®ӯдәәе‘ҳжҺҘзәҝи°ғиҜ•гҖӮ
еҹәжң¬жңәжһ„пјҡйҮ‘еұһжҺҘзәҝзӣ’гҖҒе®үе…ЁжҸ’еңҲзӯүз»„жҲҗпјҢжҺҘе…ҘжҺҘзәҝзӣ’з«Ҝзҡ„еҜјзәҝеқҮз»ҷеҮәеҜ№еә”е…ғ件зҡ„ж ҮзӯҫиҜҙжҳҺпјҢж–№дҫҝеӯҰе‘ҳжҺҘзәҝдёҺжҹҘзәҝгҖӮ
7пјҺжҺ§еҲ¶жЁЎеқ—
жҺ§еҲ¶йғЁд»¶д»ҘжЁЎеқ—зҡ„еҪўејҸж”ҫзҪ®еңЁйҮҮз”Ёж ҮеҮҶз»“жһ„е’ҢжҠҪеұүејҸжЁЎеқ—ж”ҫзҪ®жһ¶дёҠпјҢеҗ„жЁЎеқ—з”ұйҳІж°ҙзӣ’еҠ е·ҘеҲ¶жҲҗпјҢеҢ…жӢ¬жңәз”өдёҖдҪ“еҢ–дёӯе…ёеһӢзҡ„жҺ§еҲ¶е…ғ件пјҲPLCгҖҒй©ұеҠЁеҷЁпјүгҖӮ
1пјүгҖҒPLCжЁЎеқ—пјҡPLC镶еөҢеңЁйҳІж°ҙзӣ’еҶ…пјҢйҳІж°ҙзӣ’иЎЁйқўеӣәе®ҡжңүе®үе…ЁжҸ’еә§гҖӮPLCзҡ„еҗ„з«ҜеӯҗеқҮиҝһжҺҘдәҺе®үе…ЁжҸ’еә§д№ӢдёҠгҖӮ
2пјүгҖҒз”өжәҗжЁЎеқ—пјҡеӨ–йғЁиҫ“е…ҘAC220VдәӨжөҒз”өжәҗпјҢеҶ…зҪ®DC 24VејҖе…із”өжәҗпјҢйқўжқҝе®үиЈ…жңүдҝқйҷ©дёқгҖӮеҸҜеҲҶеҲ«иҫ“еҮәAC220VгҖҒDC 24Vз”өжәҗдҫӣиЈ…зҪ®дёӯе…¶д»–з”өж°”е…ғ件зҡ„з”өжәҗиҫ“е…ҘгҖӮ
3пјүгҖҒжӯҘиҝӣй©ұеҠЁеҷЁжЁЎеқ—пјҡиҫ“йҖҒз«ҷзҡ„жӯҘиҝӣй©ұеҠЁеҷЁе®үиЈ…дәҺйҳІж°ҙзӣ’иЎЁйқўпјҢжӣҙж–№дҫҝеӯҰе‘ҳйҡҸж—¶и°ғиҠӮжӯҘиҝӣй©ұеҠЁеҷЁзҡ„зӣёе…іеҸӮж•°еҸҠз»ҶеҲҶж•°гҖӮжүҖжңүжҺҘзәҝз«ҜйғҪд»Ҙе®үе…ЁжҸ’еә§зҡ„еҪўејҸеӣәе®ҡдәҺйҳІж°ҙзӣ’йқўжқҝд№ӢдёҠгҖӮ
4пјүгҖҒжҢүй’®жҢҮзӨәзҒҜжЁЎеқ—пјҡеҢ…еҗ«жңү4и·ҜеёҰиҮӘй”Ғзҡ„зәўиүІжҢүй’®гҖҒ4и·Ҝз»ҝиүІжҢҮзӨәзҒҜд»ҘеҸҠжЁЎејҸйҖүжӢ©ејҖе…ігҖӮ
5пјүгҖҒеӣһи·ҜжҺ§еҲ¶жЁЎеқ—пјҡеҢ…еҗ«жңүDC24Vе®үе…Ёдҝқйҷ©дёқгҖҒдёҠз”өжҢүй’®гҖҒжҖҘеҒңжҢүй’®пјҢеҗҢж—¶иҝҳй…ҚжңүдёҠз”өгҖҒжҖҘеҒңжҺ§еҲ¶еӣһи·Ҝ继з”өеҷЁе№¶й…ҚеӨҮ继з”өеҷЁзәҝеңҲжҢҮзӨәзҒҜпјҲDC24VпјүгҖӮ
еӣӣгҖҒзү№зӮ№е’Ңе®һи®ӯйЎ№зӣ®
TC-GJD01и®ҫеӨҮжҳҜдёҖеҘ—еҚҠејҖж”ҫејҸзҡ„и®ҫеӨҮпјҢз”ЁжҲ·еңЁдёҖе®ҡзЁӢеәҰдёҠеҸҜж №жҚ®иҮӘе·ұзҡ„йңҖиҰҒйҖүжӢ©и®ҫеӨҮз»„жҲҗеҚ•е…ғзҡ„ж•°йҮҸгҖҒзұ»еһӢпјҢжңҖеӨҡеҸҜз”ұ5дёӘеҚ•е…ғз»„жҲҗпјҢжңҖе°‘ж—¶дёҖдёӘеҚ•е…ғеҚіеҸҜиҮӘжҲҗдёҖдёӘзӢ¬з«Ӣзҡ„жҺ§еҲ¶зі»з»ҹгҖӮз”ұеӨҡдёӘеҚ•е…ғз»„жҲҗзҡ„зі»з»ҹпјҢPLCзҪ‘з»ңзҡ„жҺ§еҲ¶ж–№жЎҲеҸҜд»ҘдҪ“зҺ°еҮәиҮӘеҠЁз”ҹдә§зәҝзҡ„жҺ§еҲ¶зү№зӮ№гҖӮ
и®ҫеӨҮдёӯзҡ„еҗ„е·ҘдҪңеҚ•е…ғеқҮе®үж”ҫеңЁе®һи®ӯеҸ°дёҠпјҢдҫҝдәҺеҗ„дёӘжңәжў°жңәжһ„еҸҠж°”еҠЁйғЁд»¶зҡ„жӢҶеҚёе’Ңе®үиЈ…пјҢжҺ§еҲ¶зәҝи·Ҝзҡ„еёғзәҝгҖҒж°”еҠЁз”өзЈҒйҳҖеҸҠж°”з®Ўе®үиЈ…гҖӮе…¶дёӯпјҢиҫ“йҖҒеҚ•е…ғйҮҮз”ЁдәҶжңҖдёәзҒөжҙ»зҡ„жӢҶиЈ…ејҸжЁЎеқ—з»“жһ„пјҡз»„жҲҗиҜҘеҚ•е…ғзҡ„жҢүй’®/жҢҮзӨәзҒҜжЁЎеқ—гҖҒз”өжәҗжЁЎеқ—гҖҒPLCжЁЎеқ—гҖҒжӯҘиҝӣз”өжңәй©ұеҠЁеҷЁжЁЎеқ—зӯүеқҮж”ҫзҪ®еңЁжҠҪеұүејҸжЁЎеқ—ж”ҫзҪ®жһ¶дёҠпјӣжЁЎеқ—д№Ӣй—ҙгҖҒжЁЎеқ—дёҺе®һи®ӯеҸ°дёҠжҺҘзәҝз«ҜеӯҗжҺ’д№Ӣй—ҙзҡ„иҝһжҺҘж–№ејҸйҮҮз”Ёе®үе…ЁеҜјзәҝиҝһжҺҘпјҢжңҖеӨ§йҷҗеәҰең°ж»Ўи¶із»јеҗҲжҖ§е®һи®ӯзҡ„иҰҒжұӮгҖӮ
жҖ»зҡ„жқҘиҜҙпјҢTC-GJD01з»јеҗҲеә”з”ЁдәҶеӨҡз§ҚжҠҖжңҜзҹҘиҜҶпјҢеҰӮж°”еҠЁжҺ§еҲ¶жҠҖжңҜгҖҒжңәжў°жҠҖжңҜпјҲжңәжў°дј еҠЁгҖҒжңәжў°иҝһжҺҘзӯүпјүгҖҒдј ж„ҹеҷЁеә”з”ЁжҠҖжңҜгҖҒPLCжҺ§еҲ¶е’Ңз»„зҪ‘е’ҢжӯҘиҝӣз”өжңәдҪҚзҪ®жҺ§еҲ¶зӯүгҖӮеҲ©з”ЁиҜҘзі»з»ҹпјҢеҸҜд»ҘжЁЎжӢҹдёҖдёӘдёҺе®һйҷ…з”ҹдә§жғ…еҶөеҚҒеҲҶжҺҘиҝ‘зҡ„жҺ§еҲ¶иҝҮзЁӢпјҢдҪҝеӯҰд№ иҖ…еҫ—еҲ°дёҖдёӘйқһеёёжҺҘиҝ‘дәҺе®һйҷ…зҡ„ж•ҷеӯҰи®ҫеӨҮзҺҜеўғпјҢд»ҺиҖҢзј©зҹӯдәҶзҗҶи®әж•ҷеӯҰдёҺе®һйҷ…еә”з”Ёд№Ӣй—ҙзҡ„и·қзҰ»гҖӮ
еҸҜд»Ҙе®ҢжҲҗд»ҘдёӢе®һи®ӯд»»еҠЎпјҡ
1пјҺж°”еҠЁзі»з»ҹзҡ„е®үиЈ…дёҺи°ғиҜ•йЎ№зӣ®пјҡйҖүз”ЁиҜҘиЈ…еӨҮй…ҚзҪ®зҡ„еҚ•еҮәжқҶж°”зјёгҖҒеҚ•еҮәеҸҢжқҶж°”зјёгҖҒж—ӢиҪ¬ж°”зјёзӯүж°”еҠЁжү§иЎҢе…ғ件е’ҢеҚ•жҺ§з”өзЈҒжҚўеҗ‘йҳҖгҖҒеҸҢжҺ§з”өзЈҒжҚўеҗ‘йҳҖе’ҢзЈҒжҖ§ејҖе…ізӯүж°”еҠЁжҺ§еҲ¶е…ғ件пјҢеҸҜе®ҢжҲҗдёӢеҲ—ж°”еҠЁжҠҖжңҜзҡ„е·ҘдҪңд»»еҠЎгҖӮ
ж°”еҠЁж–№еҗ‘жҺ§еҲ¶еӣһи·Ҝзҡ„е®үиЈ…пјӣж°”еҠЁйҖҹеәҰжҺ§еҲ¶еӣһи·Ҝзҡ„е®үиЈ…пјӣж‘ҶеҠЁжҺ§еҲ¶еӣһи·Ҝзҡ„е®үиЈ…пјӣж°”еҠЁйЎәеәҸжҺ§еҲ¶еӣһи·Ҝзҡ„е®үиЈ…пјӣж°”еҠЁжңәжў°жүӢиЈ…зҪ®зҡ„е®үиЈ…пјӣж°”еҠЁзі»з»ҹе®үиЈ…дёҺи°ғиҜ•пјӣ
2пјҺз”өж°”жҺ§еҲ¶з”өи·Ҝзҡ„е®үиЈ…е’ҢPLCзЁӢеәҸзј–еҶҷйЎ№зӣ®пјҡйҖүз”ЁиҜҘиЈ…зҪ®й…ҚзҪ®зҡ„PLCжЁЎеқ—гҖҒеҸҳйў‘еҷЁжЁЎеқ—е’ҢжӯҘиҝӣз”өжңәй©ұеҠЁжЁЎеқ—гҖҒдј ж„ҹеҷЁзӯүпјҢеҸҜе®ҢжҲҗдёӢеҲ—PLCеә”з”ЁжҠҖжңҜе·ҘдҪңд»»еҠЎгҖӮ
з”өеҠЁжңәжҺ§еҲ¶з”өи·Ҝзҡ„иҝһжҺҘдёҺжҺ§еҲ¶зЁӢеәҸзј–еҶҷпјӣз”өеҠЁжңәи°ғйҖҹжҺ§еҲ¶з”өи·Ҝзҡ„иҝһжҺҘдёҺжҺ§еҲ¶зЁӢеәҸзј–еҶҷпјӣжӯҘиҝӣз”өжңәжҺ§еҲ¶з”өи·Ҝзҡ„иҝһжҺҘдёҺжҺ§еҲ¶зЁӢеәҸзј–еҶҷпјӣж°”еҠЁж–№еҗ‘жҺ§еҲ¶зЁӢеәҸзј–еҶҷпјӣж°”еҠЁйЎәеәҸеҠЁдҪңжҺ§еҲ¶зЁӢеәҸзј–еҶҷпјӣж°”еҠЁжңәжў°жүӢжҺ§еҲ¶зЁӢеәҸзј–еҶҷпјӣзҡ®еёҰиҫ“йҖҒжңәжҺ§еҲ¶зЁӢеәҸзј–еҶҷпјӣжңәз”өи®ҫеӨҮжҺ§еҲ¶зЁӢеәҸзј–еҶҷпјӣиҮӘеҠЁз”ҹдә§зәҝжҺ§еҲ¶зЁӢеәҸзј–еҶҷгҖӮ
3пјҺPLCйҖҡи®ҜзҪ‘з»ңзҡ„е®үиЈ…гҖҒзЁӢеәҸзј–еҲ¶еҸҠи°ғиҜ•гҖӮ
4пјҺжңәз”өи®ҫеӨҮе®үиЈ…дёҺи°ғиҜ•йЎ№зӣ®пјҡйҖүз”ЁиҜҘиЈ…зҪ®й…ҚзҪ®зҡ„жңәз”өдёҖдҪ“еҢ–и®ҫеӨҮйғЁд»¶гҖҒPLCжЁЎеқ—гҖҒеҸҳйў‘еҷЁжЁЎеқ—е’ҢжҢҮд»ӨејҖе…ігҖҒдј ж„ҹеҷЁзӯүпјҢеҸҜе®ҢжҲҗдёӢеҲ—жңәз”өи®ҫеӨҮе®үиЈ…е’Ңжңәз”өдёҖдҪ“еҢ–жҠҖжңҜзҡ„е·ҘдҪңд»»еҠЎгҖӮ
дј еҠЁиЈ…зҪ®еҗҢиҪҙеәҰзҡ„и°ғж•ҙпјӣзҡ®еёҰиҫ“йҖҒжңәзҡ„е®үиЈ…дёҺи°ғж•ҙпјӣжҗ¬иҝҗжңәжў°жүӢи®ҫеӨҮе®үиЈ…дёҺи°ғиҜ•пјӣзү©д»¶еҲҶжӢЈи®ҫеӨҮзҡ„е®үиЈ…дёҺи°ғиҜ•пјӣйҖҒж–ҷи®ҫеӨҮзҡ„е®үиЈ…дёҺи°ғиҜ•пјӣиҮӘеҠЁз”ҹдә§зәҝи®ҫеӨҮе®үиЈ…дёҺи°ғиҜ•гҖӮ
5пјҺжң¬иЈ…еӨҮз”ЁдәҺиҖғж ёжҲ–жҠҖиғҪз«һиөӣпјҢеҸҜиҖғеҜҹзҡ„иҒҢдёҡиғҪеҠӣгҖӮ
жңәжў°жһ„件зҡ„иЈ…й…ҚдёҺи°ғж•ҙиғҪеҠӣпјӣжңәз”өи®ҫеӨҮзҡ„е®үиЈ…дёҺи°ғиҜ•иғҪеҠӣпјӣз”өи·Ҝе®үиЈ…иғҪеҠӣпјӣж°”еҠЁзі»з»ҹзҡ„е®үиЈ…дёҺи°ғиҜ•иғҪеҠӣпјӣжңәз”өдёҖдҪ“еҢ–и®ҫеӨҮзҡ„жҺ§еҲ¶зЁӢеәҸзҡ„зј–еҶҷиғҪеҠӣпјӣиҮӘеҠЁжҺ§еҲ¶зі»з»ҹзҡ„е®үиЈ…дёҺи°ғиҜ•иғҪеҠӣпјӣPLCзҪ‘з»ңзҡ„е®үиЈ…гҖҒзј–зЁӢдёҺи°ғиҜ•иғҪеҠӣгҖӮ
иҜҘе®һи®ӯиҖғж ёиЈ…зҪ®дё»з«ҷPLCжЁЎеқ—зҡ„I/O з«ҜеӯҗгҖҒеҸҳйў‘еҷЁзҡ„жҺҘзәҝз«ҜеӯҗгҖҒеҗ„еёёз”ЁжЁЎеқ—дёҺPLCзҡ„иҝһжҺҘз«ҜеӯҗпјҢеқҮдёҺе®үе…ЁжҸ’еә§иҝһжҺҘпјҢдҪҝз”ЁеёҰе®үе…ЁжҸ’еӨҙзҡ„еҜјзәҝиҝӣиЎҢз”өи·ҜиҝһжҺҘпјӣеҗ„жҢҮд»ӨејҖе…ігҖҒе…үз”өејҖе…ігҖҒдј ж„ҹеҷЁе’ҢжҢҮзӨәе…ғ件зҡ„з”өи·ҜпјҢеҲҷйҖҡиҝҮз«ҜеӯҗжҺ’иҝӣиЎҢиҝһжҺҘгҖӮжҸ’жӢ”зәҝиҝһжҺҘз”өи·ҜдёҺз«ҜеӯҗжҺ’иҝһжҺҘз”өи·Ҝзӣёз»“еҗҲпјҢж—ўдҝқиҜҒеӯҰз”ҹеҹәжң¬жҠҖиғҪзҡ„и®ӯз»ғгҖҒеҪўжҲҗе’Ңе·©еӣәпјҢеҸҲдҝқиҜҒз”өи·ҜиҝһжҺҘзҡ„еҝ«йҖҹгҖҒе®үе…Ёе’ҢеҸҜйқ гҖӮ
дә”гҖҒй…ҚзҪ®жё…еҚ•
|
еәҸеҸ·
|
еҗҚз§°
|
еһӢеҸ·еҸҠи§„ж ј
|
ж•°йҮҸ
|
еӨҮжіЁ
|
|
1
|
е®һи®ӯжЎҢ
|
1800mmГ—880mmГ—780mm
|
1
|
й“қеһӢжқҗз»“жһ„жҗӯе»ә
|
|
2
|
йҖҒж–ҷз«ҷ
|
гҖҖ
|
1
|
гҖҖ
|
|
3
|
жҗ¬иҝҗз«ҷ
|
гҖҖ
|
1
|
еҢ…еҗ«3дёӘиҮӘз”ұеәҰжңәжў°ж°”еҠЁжүӢзҲӘ
|
|
4
|
еҠ е·Ҙз«ҷ
|
гҖҖ
|
1
|
гҖҖ
|
|
5
|
иЈ…й…Қз«ҷ
|
гҖҖ
|
1
|
гҖҖ
|
|
6
|
еҲҶж–ҷз«ҷ
|
гҖҖ
|
1
|
гҖҖ
|
|
7
|
жӯҘиҝӣз”өжңә
|
23HS3002
|
1
|
еҢ—дә¬ж–Ҝиҫҫзү№
|
|
8
|
жӯҘиҝӣй©ұеҠЁеҷЁжЁЎеқ—
|
MS-3H057M
|
1
|
еҢ—дә¬ж–Ҝиҫҫзү№
|
|
9
|
зӣҙжөҒеҮҸйҖҹз”өжңә
|
гҖҖ
|
1
|
гҖҖ
|
|
10
|
дј ж„ҹеҷЁ
|
гҖҖ
|
3
|
гҖҖ
|
|
11
|
иӯҰзӨәзҒҜ
|
гҖҖ
|
1
|
зәў\й»„\з»ҝзҒҜ
|
|
12
|
еҸҢеҗ‘з”өжҺ§ж°”йҳҖ
|
гҖҖ
|
1
|
еёҰзҒҜ
|
|
13
|
еҚ•еҗ‘з”өжҺ§ж°”йҳҖ
|
гҖҖ
|
16
|
еёҰзҒҜ
|
|
14
|
зӣҙзәҝж°”зјё
|
гҖҖ
|
8
|
й…ҚзЈҒжҖ§ејҖе…і
|
|
15
|
еҸҢжқҶж°”зјё
|
гҖҖ
|
1
|
й…ҚзЈҒжҖ§ејҖе…і
|
|
16
|
дёүжқҶж°”зјё
|
гҖҖ
|
3
|
й…ҚзЈҒжҖ§ејҖе…і
|
|
17
|
ж—ӢиҪ¬зјё
|
|
2
|
й…ҚзЈҒжҖ§ејҖе…і
|
|
18
|
ж°”зҲӘ
|
гҖҖ
|
3
|
й…ҚзЈҒжҖ§ејҖе…і
|
|
19
|
ж°”еҠЁдёүиҒ”件
|
гҖҖ
|
1
|
еёҰж°”еҺӢиЎЁеҸҠйҖҡж°”ејҖе…і
|
|
20
|
йқҷйҹіжіө
|
гҖҖ
|
1
|
е·ҘдҪңз”өеҺӢ220V
|
|
21
|
жҹұеһӢзӣҙзәҝеҜјиҪЁ
|
гҖҖ
|
2
|
гҖҖ
|
|
22
|
з”өжәҗжЁЎеқ—
|
гҖҖ
|
1
|
еёҰжјҸз”өдҝқжҠӨејҖе…іеҸҠжҺҘең°дҝқжҠӨ
|
|
23
|
жҢүй’®жЁЎеқ—
|
гҖҖ
|
1
|
еҗ«жҢүй’®дёҺжҢҮзӨәзҒҜ
|
|
24
|
PLC
|
FX2N-32MR
|
1
|
I16/O16,AC 220Vдҫӣз”ө
|
|
25
|
PLC
|
FX2N-48MR
|
1
|
I24/O24,AC 220Vдҫӣз”ө
|
|
26
|
PLCжЁЎеқ—
|
FX2N-32MT
|
1
|
I16/O16,AC 220Vдҫӣз”ө
|
|
27
|
485йҖҡи®ҜжЁЎеқ—
|
FX2N-485BD
|
3
|
дёүиҸұ
|
|
28
|
еӣһи·ҜжҺ§еҲ¶жЁЎеқ—
|
|
1
|
|
|
29
|
ж°”з®Ў
|
6mm
|
10M
|
гҖҖ
|
|
30
|
дҝқйҷ©дёқ
|
2A
|
5
|
гҖҖ
|
|
31
|
3йҖҡжҺҘеӨҙ
|
6mm
|
5
|
гҖҖ
|
|
32
|
з«Ҝе°Ғ
|
гҖҖ
|
15
|
гҖҖ
|
|
33
|
дёүзӣёдә”зәҝжҸ’жқҝ
|
гҖҖ
|
1
|
гҖҖ
|
|
34
|
и®ҫеӨҮиө„ж–ҷй…Қ件
|
гҖҖ
|
1
|
еҗ«и®ҫеӨҮжҢҮеҜјд№ҰгҖҒиҜҙжҳҺд№Ұ
|
 收и—ҸзҒөзҢ«зҪ‘
收и—ҸзҒөзҢ«зҪ‘