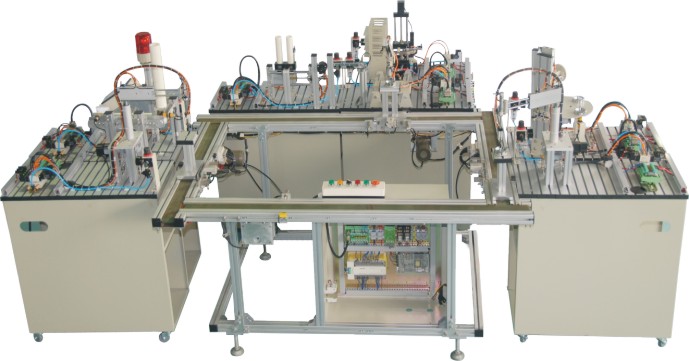
TC-MF01微型柔性加工系统概述
该设备是我公司在六站式设备的基础上扩展出的一个新型实训设备,主要包括:环形工件传输单元、上料检测单元、搬运单元、加工单元、安装单元、安装搬运单元、分类搬运单元、分类单元共八单元,完成上料——传输——加工——安装——传输——分类存储工序。该实验设备的特点是:具有较好的柔性,每站各有一套PLC 控制系统独立控制,可将八个站分开培训,同时容纳较多的学员同时学习。在基本单元模块培训完成以后,又可以将相邻的二站、三站…直至八站连在一起,学习复杂系统的控制、编程、装配和调试技术。
各站PLC使用FX2N-48系列 ,每站均增配FX2N-485BD通信模块,用于组建三菱RS485网络。主控单元设在第一站,配置为三菱FX2N-48MR PLC主机。总线结构:采用三菱RS485网络通信,使各站之间的控制信息和状态数据能够实时相互交换。配有SC-09编程电缆。具有良好的人机界面,便于操作。
(一)TC-MF01微型柔性加工系统清单:
(1) 环形工件传输单元:
该单元由四条直线传输带组成,其中三条直线传输带有二个拦截缸和一个夹紧缸,一个为一个拦截缸。在夹紧缸附近有小车检测传感器,每条传输带由交流减速电机驱动,控制系统由开关电源、可编程序控制器、按钮、I/O接口板、通讯接口板、交流减速电机、电磁阀及气缸组成。主要完成工件上料、传送并传递工件颜色。单元配置清单如下:
|
序号
|
名称
|
型号/规格
|
单位
|
数量
|
备注
|
|
1
|
直线传送机构
|
|
个
|
4
|
|
|
2
|
拦截机构
|
|
个
|
7
|
|
|
3
|
夹紧机构
|
|
个
|
3
|
|
|
4
|
传送小车
|
|
个
|
4
|
|
|
5
|
电磁阀
|
Airtac品牌
|
个
|
10
|
二位五通单电控
|
|
6
|
夹紧气缸
|
SMC品牌
|
个
|
3
|
配磁性开关
|
|
7
|
拦截气缸
|
SMC品牌
|
个
|
7
|
配磁性开关
|
|
8
|
过滤减压阀
|
Airtac品牌
|
个
|
1
|
|
|
9
|
传感器
|
KITA
|
个
|
4
|
|
|
10
|
交流电机
|
25W(20转/台)
|
个
|
4
|
|
|
11
|
漏电保护开关
|
|
个
|
1
|
|
|
12
|
可编程控制器
|
FX2N-48MR
|
个
|
1
|
|
|
13
|
通讯模块
|
FN2X-485-BD
|
个
|
1
|
|
|
14
|
六按钮控制盒
|
|
个
|
1
|
|
|
15
|
开关电源
|
24V,4.5A ;
|
个
|
1
|
|
|
16
|
绿色按钮带灯
|
LA38/39
|
个
|
1
|
|
|
17
|
黄色按钮带灯
|
个
|
1
|
|
|
18
|
黄色按钮
|
个
|
1
|
|
|
19
|
红色按钮
|
个
|
1
|
|
|
20
|
黑色选钮
|
个
|
1
|
|
|
21
|
急停开关
|
个
|
1
|
|
|
22
|
软件配置
|
组态王6.5版本+三菱软件
|
个
|
1
|
|
|
23
|
电气挂板
|
700mm×700mm
|
个
|
1
|
|
|
24
|
单元装置外形尺寸
|
1150mm×1650mm×800mm
|
个
|
1
|
|
(2)上料检测单元:
由自动推料装置、传送带机构、自动拦截机构、检测工件和颜色的光电开关、开关电源、可编程序控制器、按钮、I/O接口板、通讯接口板、直流电机、电磁阀及气缸组成。主要完成工件上料、传送并检测工件颜色。单元配置清单如下:
|
序号
|
名称
|
型号/规格
|
单位
|
数量
|
备注
|
|
1
|
自动推料装置
|
|
个
|
1
|
|
|
2
|
传送带机构
|
|
个
|
1
|
|
|
3
|
自动拦截机构
|
|
个
|
1
|
|
|
4
|
电磁阀
|
Airtac品牌
|
个
|
1
|
二位五通单电控
|
|
5
|
电磁阀
|
Airtac品牌
|
个
|
1
|
二位五通双电控
|
|
6
|
推料气缸
|
SMC品牌
|
个
|
1
|
配磁性开关
|
|
7
|
拦截气缸
|
SMC品牌
|
个
|
1
|
配磁性开关
|
|
8
|
过滤减压阀
|
Airtac品牌
|
个
|
1
|
|
|
9
|
报警灯(带蜂鸣器)
|
LTE108
|
个
|
1
|
|
|
10
|
光电传感器
|
博大
|
个
|
1
|
|
|
11
|
光电传感器
|
博大
|
个
|
1
|
|
|
12
|
ST1电机(10转/分)
|
2GA37RL(DC24V)
|
个
|
1
|
|
|
13
|
可编程控制器
|
FX2N-48MR
|
台
|
1
|
|
|
14
|
通讯模块
|
FN2X-485-BD
|
个
|
1
|
|
|
15
|
开关电源
|
24V,4.5A
|
个
|
1
|
控制电路供电
|
|
16
|
绿色按钮带灯
|
LA38/39
|
个
|
2
|
|
|
17
|
黄色按钮带灯
|
个
|
1
|
|
|
18
|
黄色按钮
|
个
|
1
|
|
|
19
|
红色按钮
|
个
|
1
|
|
|
20
|
黑色选钮
|
个
|
2
|
|
|
21
|
急停开关
|
套
|
1
|
|
|
22
|
软件配置
|
组态王6.5版本+三菱软件
|
套
|
1
|
|
|
23
|
电气挂板
|
300mm×600mm
|
套
|
1
|
|
|
24
|
单元装置外形尺寸
|
350mm×750mm×1280mm
|
个
|
1
|
|
|
25
|
控制箱尺寸
|
340mm×710mm×750mm
|
个
|
1
|
|

(上料检测单元图样)
(3)搬运单元:
由机械手、横臂、回转台(由交流伺服电机及蜗轮蜗杆减速装置驱动)、电感式传感器、开关电源、可编程序控制器、按钮、I/O接口板、通讯接口板、多种类型电磁阀及气缸组成。主要完成将工件从上站搬至下一站。单元配置清单如下:
|
序号
|
名称
|
型号/规格
|
单位
|
数量
|
备注
|
|
1
|
机械手搬运机构
|
|
个
|
1
|
|
|
2
|
回转机构
|
|
个
|
1
|
|
|
3
|
电磁阀
|
Airtac品牌
|
个
|
1
|
110
|
|
4
|
电磁阀
|
Airtac品牌
|
个
|
2
|
120
|
|
5
|
升降气缸
|
SMC品牌
|
个
|
1
|
配磁性开关
|
|
6
|
夹爪气缸
|
SMC品牌
|
个
|
1
|
配磁性开关
|
|
7
|
摆出气缸
|
SMC品牌
|
个
|
1
|
配磁性开关
|
|
8
|
气动手爪
|
SMC品牌
|
个
|
1
|
配磁性开关
|
|
9
|
过滤减压阀
|
Airtac品牌
|
个
|
1
|
|
|
10
|
接近传感器
|
KITA
|
只
|
2
|
|
|
11
|
交流伺服电机
|
日本富士电机GYS101DC2-T2A
|
|
|
|
|
12
|
蜗杆减速器
|
(NMRV030)1:40
|
|
|
|
|
13
|
交流伺服驱动器
|
日本富士RYC101D3-VVT2
|
|
|
|
|
14
|
微动开关
|
RV-163-1C25
|
|
|
|
|
15
|
φ12电感传感器
|
E3-D4NK
|
台
|
1
|
|
|
16
|
可编程控制器
|
FX2N-48MT
|
台
|
1
|
|
|
17
|
通讯模块
|
FN2X-485-BD
|
个
|
1
|
|
|
18
|
开关电源
|
24V,4.5A ;
|
个
|
1
|
|
|
19
|
绿色按钮带灯
|
LA38/39
|
个
|
2
|
|
|
20
|
黄色按钮带灯
|
个
|
1
|
|
|
21
|
黄色按钮
|
个
|
1
|
|
|
22
|
红色按钮
|
个
|
1
|
|
|
23
|
黑色选钮
|
个
|
2
|
|
|
24
|
急停开关
|
套
|
1
|
|
|
25
|
软件配置
|
组态王6.5版本+三菱软件
|
套
|
1
|
|
|
26
|
电气挂板
|
300mm×600mm
|
套
|
1
|
|
|
27
|
单元装置外形尺寸
|
350mm×750mm×1280mm
|
个
|
1
|
|
|
28
|
控制箱尺寸
|
340mm×710mm×750mm
|
个
|
1
|
|

(搬运单元图样)
(4)加工单元
由直流电机驱动的回转工作台(蜗轮蜗杆传动)、步进电机驱动的模拟换刀机构、检测缸组件、检测工件、转台到位传感器、直流电机打孔装置、开关电源、可编程序控制器、按钮、I/O接口板、通讯接口板、电机、多种类型电磁阀及气缸组成。主要完成用回转工作台将工件在四个工位间转换,钻孔单元打孔(带模拟换刀机构),检测打孔深度。配置清单如下:
|
序号
|
名称
|
型号/规格
|
单位
|
数量
|
备注
|
|
1
|
回转机构
|
|
个
|
1
|
|
|
2
|
模拟换刀机构
|
|
个
|
1
|
|
|
3
|
检测机构
|
|
个
|
1
|
|
|
4
|
加工机构
|
|
个
|
1
|
|
|
5
|
电磁阀
|
Airtac品牌
|
个
|
3
|
|
|
6
|
检测气缸
|
SMC品牌
|
个
|
1
|
配磁性开关
|
|
7
|
夹紧气缸
|
SMC品牌
|
个
|
1
|
配磁性开关
|
|
8
|
加工气缸
|
SMC品牌
|
个
|
1
|
配磁性开关
|
|
9
|
打孔电机
|
DC24V
|
个
|
1
|
|
|
10
|
直流电机
|
DC24V带减速
|
个
|
1
|
|
|
11
|
蜗杆减速器
|
1:40
|
个
|
1
|
|
|
12
|
光电传感器
|
博大
|
个
|
1
|
|
|
13
|
电感传感器φ12
|
博大
|
个
|
2
|
|
|
14
|
步进电机
|
斯达特
|
个
|
1
|
|
|
15
|
SH-2H042Mb驱动器
|
斯达特
|
个
|
1
|
|
|
16
|
过滤减压阀
|
Airtac品牌
|
个
|
1
|
|
|
17
|
可编程控制器
|
FX2N-48MT
|
台
|
1
|
|
|
18
|
通讯模块
|
FN2X-485-BD
|
个
|
1
|
|
|
19
|
开关电源
|
24V,4.5A ;
|
个
|
1
|
|
|
20
|
绿色按钮带灯
|
LA38/39
|
个
|
2
|
|
|
21
|
黄色按钮带灯
|
个
|
1
|
|
|
22
|
黄色按钮
|
个
|
1
|
|
|
23
|
红色按钮
|
个
|
1
|
|
|
24
|
黑色选钮
|
个
|
2
|
|
|
25
|
急停开关
|
套
|
1
|
|
|
26
|
软件配置
|
组态王6.5版本+三菱软件
|
套
|
1
|
|
|
27
|
电气挂板
|
300mm×600mm
|
套
|
1
|
|
|
28
|
单元装置外形尺寸
|
350mm×750mm×1280mm
|
个
|
1
|
|
|
29
|
控制箱尺寸
|
340mm×710mm×750mm
|
个
|
1
|
|

(加工单元图样)
(5)安装单元
由吸盘机械手、上下摇臂部件、料仓换位部件、工件推出部件、真空发生器、开关电源、可编程序控制器、按钮、I/O接口板、通讯接口板、多种类型电磁阀及气缸组成。主要完成选择要安装工件的料仓,将工件从料仓中推出,将工件安装到位。配置清单如下:
|
序号
|
名称
|
型号/规格
|
单位
|
数量
|
备注
|
|
1
|
吸盘机械机构
|
|
个
|
1
|
|
|
2
|
摇臂机构
|
|
个
|
1
|
|
|
3
|
料仓换位机构
|
|
个
|
1
|
|
|
4
|
工件推出机构
|
|
个
|
1
|
|
|
5
|
电磁阀
|
Airtac品牌
|
个
|
1
|
|
|
6
|
电磁阀
|
Airtac品牌
|
个
|
3
|
|
|
7
|
工件推出气缸
|
SMC品牌
|
个
|
1
|
配磁性开关
|
|
8
|
摇臂气缸
|
SMC品牌
|
个
|
1
|
配磁性开关
|
|
9
|
料仓换位气缸
|
SMC品牌
|
个
|
1
|
配磁性开关
|
|
10
|
过滤减压阀
|
Airtac品牌
|
个
|
1
|
|
|
11
|
真空发生器
|
SMC品牌
|
个
|
1
|
|
|
12
|
吸嘴
|
国产
|
个
|
1
|
|
|
13
|
可编程控制器
|
FX2N-48MR
|
台
|
1
|
|
|
14
|
通讯模块
|
FN2X-485-BD
|
个
|
1
|
|
|
15
|
开关电源
|
24V,4.5A ;
|
个
|
1
|
|
|
16
|
绿色按钮带灯
|
LA38/39
|
个
|
2
|
|
|
17
|
黄色按钮带灯
|
个
|
1
|
|
|
18
|
黄色按钮
|
个
|
1
|
|
|
19
|
红色按钮
|
个
|
1
|
|
|
20
|
黑色选钮
|
个
|
2
|
|
|
21
|
急停开关
|
套
|
1
|
|
|
22
|
软件配置
|
组态王6.5版本+三菱软件
|
套
|
1
|
|
|
23
|
电气挂板
|
300mm×600mm
|
套
|
1
|
|
|
24
|
单元装置外形尺寸
|
350mm×750mm×1280mm
|
个
|
1
|
|
|
25
|
控制箱尺寸
|
340mm×710mm×750mm
|
个
|
1
|
|

(安装单元图样):
(6)安装搬运单元
由平移工作台、吊臂、机械手、开关电源、可编程序控制器、按钮、I/O口板、通讯接口板、多种类型电磁阀及气缸组成。主要完成工件的安装与搬运。配置清单如下:
|
序号
|
名称
|
型号/规格
|
单位
|
数量
|
备注
|
|
1
|
平移工作台机构
|
|
个
|
1
|
|
|
2
|
机械手机构
|
|
个
|
|
|
|
3
|
电磁阀
|
Airtac品牌
|
个
|
1
|
|
|
4
|
电磁阀
|
Airtac品牌
|
个
|
1
|
|
|
5
|
电磁阀
|
Airtac品牌
|
个
|
2
|
|
|
6
|
气缸1
|
SMC品牌
|
个
|
1
|
配磁性开关
|
|
7
|
气缸2
|
SMC品牌
|
个
|
1
|
配磁性开关
|
|
8
|
升降气缸
|
SMC品牌
|
个
|
1
|
配磁性开关
|
|
9
|
夹爪气缸
|
SMC品牌
|
个
|
1
|
配磁性开关
|
|
10
|
管继手
|
SMC品牌
|
个
|
2
|
|
|
11
|
铁圈
|
暂存位
|
个
|
1
|
|
|
12
|
过滤减压阀
|
Airtac品牌
|
个
|
1
|
|
|
13
|
可编程控制器
|
FX2N-48MR
|
台
|
1
|
|
|
14
|
通讯模块
|
FN2X-485-BD
|
个
|
1
|
|
|
15
|
开关电源
|
24V,4.5A ;
|
个
|
1
|
|
|
16
|
绿色按钮带灯
|
LA38/39
|
个
|
2
|
|
|
17
|
黄色按钮带灯
|
个
|
1
|
|
|
18
|
黄色按钮
|
个
|
1
|
|
|
19
|
红色按钮
|
个
|
1
|
|
|
20
|
黑色选钮
|
个
|
2
|
|
|
21
|
急停开关
|
套
|
1
|
|
|
22
|
软件配置
|
组态王6.5版本+三菱软件
|
套
|
1
|
|
|
23
|
电气挂板
|
300mm×600mm
|
套
|
1
|
|
|
24
|
单元装置外形尺寸
|
350mm×750mm×1280mm
|
个
|
1
|
|
|
25
|
控制箱尺寸
|
340mm×710mm×750mm
|
个
|
1
|
|

(安装搬运单元图样)
(7)分类搬运单元
由机械手、横臂、回转台(由交流电机及涡轮蜗杆减速装置驱动)、电感式传感器、开关电源、可编程序控制器、按钮、I/O接口板、通讯接口板、多种类型电磁阀及气缸组成。主要完成将工件从上站搬至下一站。配置清单如下:
|
序号
|
名称
|
型号/规格
|
单位
|
数量
|
备注
|
|
1
|
机械手搬运机构
|
|
个
|
1
|
|
|
2
|
回转机构
|
|
个
|
1
|
|
|
3
|
电磁阀
|
Airtac品牌
|
个
|
1
|
|
|
4
|
电磁阀
|
Airtac品牌
|
个
|
2
|
|
|
5
|
升降气缸
|
SMC品牌
|
个
|
1
|
配磁性开关
|
|
6
|
夹爪气缸
|
SMC品牌
|
个
|
1
|
配磁性开关
|
|
7
|
摆出气缸
|
SMC品牌
|
个
|
1
|
配磁性开关
|
|
8
|
气动手爪
|
SMC品牌
|
个
|
1
|
配磁性开关
|
|
9
|
过滤减压阀
|
Airtac品牌
|
个
|
1
|
|
|
10
|
接近传感器
|
KITA
|
只
|
2
|
|
|
11
|
交流伺服电机
|
日本富士电机GYS101DC2-T2A
|
|
|
|
|
12
|
蜗杆减速器
|
(NMRV030)1:40
|
|
|
|
|
13
|
交流伺服驱动器
|
日本富士RYC101D3-VVT2
|
|
|
|
|
14
|
微动开关
|
蓝鸟
|
|
|
|
|
15
|
φ12电感传感器
|
博大
|
台
|
1
|
|
|
16
|
可编程控制器
|
FX2N-48MT
|
台
|
1
|
|
|
17
|
通讯模块
|
FN2X-485-BD
|
个
|
1
|
|
|
18
|
开关电源
|
24V,4.5A ;
|
个
|
1
|
|
|
19
|
绿色按钮带灯
|
LA38/39
|
个
|
2
|
|
|
20
|
黄色按钮带灯
|
个
|
1
|
|
|
21
|
黄色按钮
|
个
|
1
|
|
|
22
|
红色按钮
|
个
|
1
|
|
|
23
|
黑色选钮
|
个
|
2
|
|
|
24
|
急停开关
|
套
|
1
|
|
|
25
|
软件配置
|
组态王6.5版本+三菱软件
|
套
|
1
|
|
|
26
|
电气挂板
|
300mm×600mm
|
套
|
1
|
|
|
27
|
单元装置外形尺寸
|
350mm×750mm×1280mm
|
个
|
1
|
|
|
28
|
控制箱尺寸
|
340mm×710mm×750mm
|
个
|
1
|
|
(分类搬运单元图样)
(8)分类单元
由滚珠丝杠、直线轴承、直线导轨、工件推出部件、分类料仓、开关电源、可编程序控制器、按钮、I/O接口板、通讯接口板、步进电机、电磁阀及气缸组成。主要完成按工件类型分类,将工件推入库房。配置清单如下:
|
序号
|
名称
|
型号/规格
|
单位
|
数量
|
备注
|
|
1
|
物料分类机构
|
|
个
|
1
|
|
|
2
|
工件推出机构
|
|
个
|
1
|
|
|
3
|
电磁阀
|
Airtac品牌
|
个
|
1
|
|
|
4
|
推出气缸
|
SMC品牌
|
个
|
1
|
配磁性开关
|
|
5
|
步进电机
|
斯达特
|
个
|
2
|
|
|
6
|
(长柄)行程开关
|
蓝鸟
|
个
|
6
|
|
|
7
|
滚珠丝杆
|
|
套
|
1
|
|
|
8
|
ST6立体仓库
|
|
个
|
1
|
|
|
9
|
过滤减压阀
|
Airtac品牌
|
个
|
1
|
|
|
10
|
可编程控制器
|
FX2N-48MT
|
台
|
1
|
|
|
11
|
通讯模块
|
FN2X-485-BD
|
个
|
1
|
|
|
12
|
开关电源
|
24V,4.5A ;
|
个
|
1
|
|
|
13
|
绿色按钮带灯
|
LA38/39
|
个
|
2
|
|
|
14
|
黄色按钮带灯
|
个
|
1
|
|
|
15
|
黄色按钮
|
个
|
1
|
|
|
16
|
红色按钮
|
个
|
1
|
|
|
17
|
黑色选钮
|
个
|
2
|
|
|
18
|
急停开关
|
套
|
1
|
|
|
19
|
软件配置
|
组态王6.5版本+三菱软件
|
套
|
1
|
|
|
20
|
电气挂板
|
300mm×600mm
|
套
|
1
|
|
|
21
|
外型尺寸
|
350mm×750mm×1280mm
|
个
|
1
|
|
|
22
|
控制箱尺寸
|
340mm×710mm×750mm
|
个
|
1
|
|

(分类单元图样)
2.技术指标:
(1)输入电压: 220V/0.8A
(2)执行驱动电压:24V/4.5A
(3)环境温度:0-55℃(工作) -20-70℃(保存)
(4)相对湿度:35-85%(无冷凝)
(5)接地:第三种接地
(6)工作环境:禁止腐蚀性,可燃性气体接触,防止导电尘埃
三、PLC控制系统要求
(1)各站PLC使用FX2N-48系列 ,每站均增配FX2N-485BD通信模块,用于组建三菱RS485网络。
(2)主控单元设在第一站,配置为三菱FX2N-48MR PLC主机。原装三菱5.7”工业触摸屏要求安装在第一站。
(3)总线结构:采用三菱RS485网络通信,使各站之间的控制信息和状态数据能够实时相互交换。配有SC-09编程电缆。
(4)具有良好的人机界面,便于操作。
四、气动系统要求
系统中所有气动元件要求使用知名进口品牌。该系统的各单元必须安装在槽型的铝型材平板上,各单元可容易的连接在一起组成一条自动加工生产线系统,控制系统采用三菱PLC进行控制,即每站各有一套PLC控制系统独立控制,在基本单元模块培训完成以后,又可以将相邻的两站、三站…直至六站连在一起。每个单元安装四个车轮,方便移动。系统配备静音气泵用于系统的气动回路供气。
五、系统软件要求
(1)组态王组态监控软件(512点以上)
当各个单元全部进入联网状态时,管理员能够通过组态监控机中的各个组态按钮不仅能方便的控制控制单个单元的运行、暂停、继续、停止,而且可以控制整个系统的运行、暂停、继续、停止。每个单元的工作状态以及工件的材质、颜色等信息也能在监控画面上清楚的显示出来。
(2)MES生产制造管理系统软件
在整个系统的生产过程中,由MES系统制定计划号、工序号、产品号和计划产量,并实时的反映在安装有MES软件的计算机上。对已加工个数、不合格工件数量、不合格原材料数量等都能自动统计。并实时传送到制造生产系统中。具有计划、调度和实时监控等功能。能够和系统的组态监控软件进行集成,实时监视生产线的生产运行情况。(选配)
六、培训内容
 传感器培训
传感器培训
该系统所使用的传感器数量达四十多个,
有电容式的、电感式的、光电式的以及电磁式的, 每一个都有着各自的特性、发挥着不同的作用, 使系统得以可靠工作。通过了解设备中各类传感器的工作特性,可加强学生对这些传感器的感性认识, 再结合老师对传感器工作原理的分析和特性演示,可使学员快速掌握所学知识。
气动技术培训
该装置上使用了大量的气动元件,包括多种电控气动阀、多种气动缸、气动夹爪、真空吸盘、真空发生器、过滤调压阀等。
在学习这些气动元件时,学生不但可以单独学习每一种分离元件, 还可以在学习时了解各种气动元件之间以及气动元件与其它元件之间是如何配合起来进行协调工作的。
PLC 技术培训
该系统所提供的八套工作站各自都有一套PLC 控制器,这使得它可以分成八个完全独立的工作单元, 使二十几个学生可以同时进行学习, 而且每个学员都有动手的机会。 在该设备上学员不但可以学习PLC 的各种技术, 而且可以学习综合科技环境下PLC 的多种应用。 为灵活学习和掌握PLC 的各方面知识提供了条件。
电气控制系统培训
八个工作站其电控部分全部按照工业标准和习惯进行设计,
并且以附件方式提供全部设计图纸和说明书。 学员在该设备上可学习电路原理图分析、PLC 各I/O 地址查对和新设备电路连线分析方法。
机械系统安装调试培训
八个工作站可让各组学员将机械部分全部的或部分的拆去,
再按要求将其重新组装, 并且调试至系统可正常、可靠地工作。 这对提高在校学生动手能力有极大帮助。
电机驱动技术培训
第六站升级版上有两套步进电机及电机驱动器系统,学生在学习步进电机的原理及应用时,在这里可以得到切实的应用;此外,系统中还有其他电机,对于各种电机的特点、驱动方式及应用,学生都会有所了解和认识。
系统维护和故障检测技术培训
这部分培训重点介绍机电一体化系统日常维护的内容和方法,
以及系统常见故障分析、排除的方法。
计算机组态监控技术培训
随着对工业自动化的要求越来越高,以及大量控制设备和过程监控装置之间通信的需要,监控和数据采集系统越来越受到重视。掌握上位计算机监控技术也是学生的必修课程。该系统采用的是国内流行的典型工业控制组态监控软件。通过该软件的学习可了解实际工程中的常见问题及处理方法。
网络技术培训
该系统各单元设计可完全独立工作,学生依据控制要求编写本单元PLC程序,并调试正常后,通过网络技术、把多个单元联成一套完整的现代生产物流系统。由于增加了网络硬件模块,控制要求加入了各单元PLC数据的交换处理环节,增加了学习PLC网络通信方面的内容,对掌握相应的知识提供方便的训练条件。
 收藏灵猫网
收藏灵猫网